英语原文共 4 页,剩余内容已隐藏,支付完成后下载完整资料
应用西门子STEP7-200可编程序控制器实现输送带的自动驱动与分拣
乔治・亚历山德鲁・施梅乌
罗马尼亚布加勒斯特大学电气工程学院
摘要:本文的目的是给出一个例子基于可编程逻辑控制器模块的应用,用于工业无人系统的操作和控制,即两台输送机和一台气动起重机。 文中还介绍了系统设计过程中所采用的方法。
关键词:可编程逻辑控制器,PLC,气动,输送机
1导言
随着转移货物、制成品和商品化物品数量的增加,需要自动制造、搬运、加工、分拣、包装和运输。为了实现这一目标,必须对自动控制系统和驱动程序的规模和复杂性作出某些改进。在工业世界中,制造作为一种工艺过程是优选的,尽可能少“动手”。例如,制造医药所需的环境药品、营养副产品、金属处理和化学处理服务、高度复杂的集成电路和微处理器,要么是完全无菌的、真空的,要么是剧毒的。无人值守的自动化加工厂尽可能排除人为因素,提供了经济优势和利润,减少了工地事故。下面的报告将同时发布电气指令及其技巧之间的谐波组合。
2输送机组装
该组件包括两个输送机,每个输送机由一个单相交流电机和一个控制单元控制。
图1示出了第一输送机单元的背面,电气控制板设有用于通过所提供的4mm电缆连接到PLC的电气端子,丝网胶木面板示出了所使用的电气动元件和相关电气连接的符号,以及用于控制气动执行器的5个单稳态电磁阀组[1]。
图1 传送单元1,背面
图2示出了第一输送机组件的加工部分,以及用于垂直件的Plexiglas圆柱形刀库,气动件推动缸由单效缸组成,支持电容式和电感式传感器,电容式和电感式传感器(24 VDC输出),“取放”移动单元组成一个真空装置和一个简单的提升油缸,双效无杆油缸,用于装载“取放”装置,3个磁性限位开关,用于检测输送缸上的簧片,用于检测“取放”单元的位置。
图2 输送单元1,正面
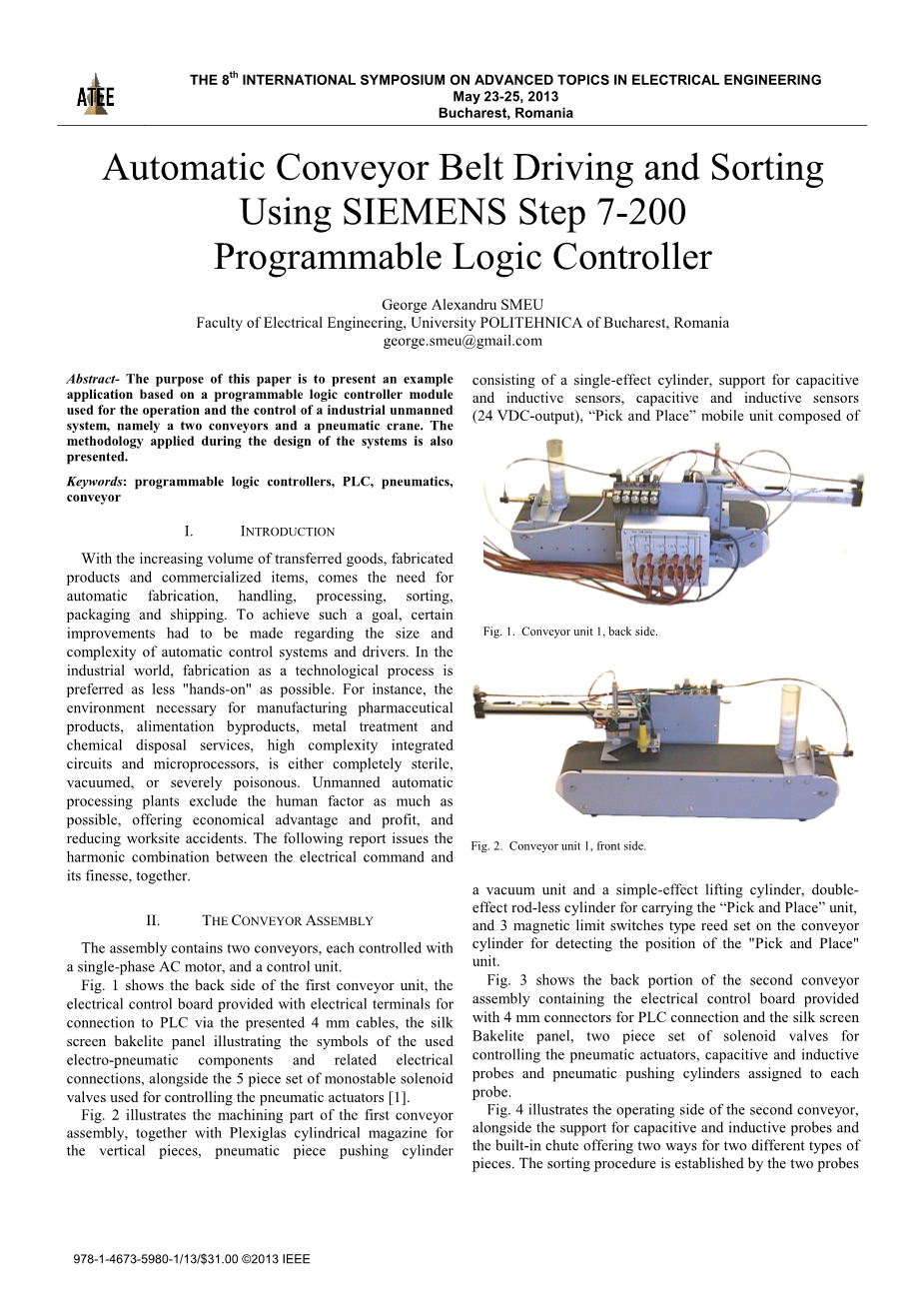
图3示出了包含电控板的第二输送机组件的后部,该电控板设有用于PLC连接的4mm连接器和丝网电木板,用于控制气动致动器的两件式电磁阀,电容式和电感式探头以及气动式 推动分配给每个探头的气缸。
图4示出了第二输送机的操作侧,以及用于电容式和电感式探头的支撑件以及为两种不同类型的部件提供两种方式的内置滑槽。 通过第二输送机上存在的两个探针建立分选程序。 该实验使用两种类型的半制造物品。 两种类型的部件均由强复合聚乙烯制成,此外,“A”型部件在一侧覆盖有铝膜。 通过了解每个输送机系统的加工程序,可以根据事件必须最终确定的顺序来跟踪和建立最佳处理步骤。
图3 传送单元1,背面
图4 输送单元1,正面
3可编程逻辑控制器
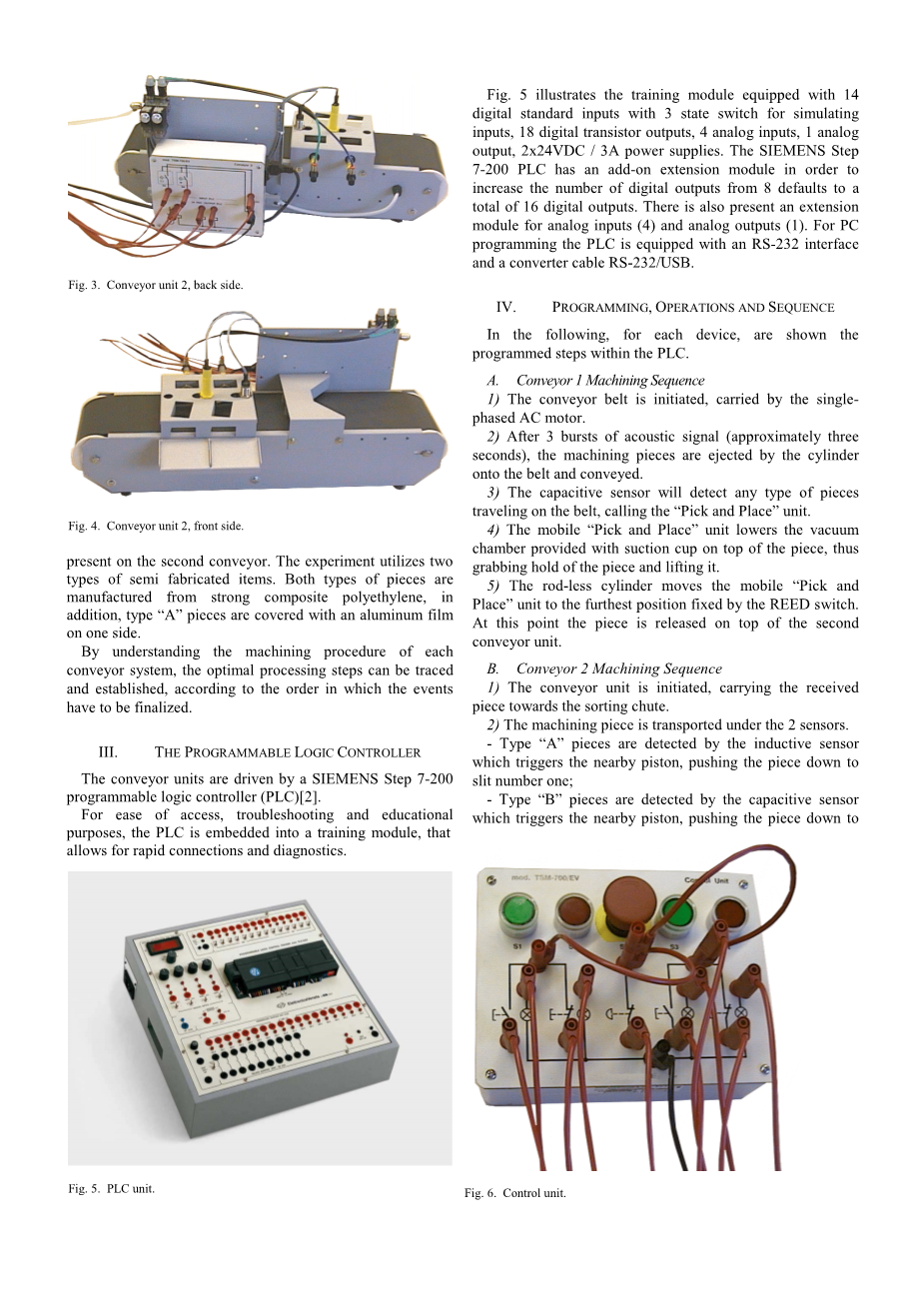
输送机单元由SIEMENS Step 7-200可编程逻辑控制器(PLC)驱动[2]。 为了便于访问,故障排除和教育目的,PLC嵌入到培训模块中,可以快速连接和诊断。
图5显示了配备14个数字标准输入的训练模块,其中3个状态开关用于模拟输入,18个数字晶体管输出,4个模拟输入,1个模拟输出,2x24VDC / 3A电源。 SIEMENS Step 7-200 PLC具有附加扩展模块,可将数字输出的数量从8个默认值增加到总共16个数字输出。 还有一个用于模拟输入(4)和模拟输出(1)的扩展模块。 对于PC编程,PLC配有RS-232接口和转换器电缆RS-232 / USB。
图5 PLC单元
4编程,操作和序列
下面,针对每个器件,给出了PLC内的编程步骤。
A 输送机1加工顺序
1)输送带由单相交流电机启动。
2)在3次声信号脉冲(约3秒)后,气缸将加工件弹出到皮带上并传送。
3)电容式传感器将检测皮带上运行的任何类型的零件,称为“拾取和放置”单元。
4)移动式“拾取和放置”装置降低真空室,真空室顶部设有吸盘,从而抓住工件并将其抬起。
5)无杆气缸将移动“拾取和放置”单元移动到簧片开关固定的最远位置。 此时,工件在第二传送单元的顶部被释放。
B 输送机2加工顺序
1)传送带单元被启动,将接收到的片朝向分拣斜槽运送。
2)加工件在2个传感器下运输。
通过电容传感器检测到“A”型件,触发附近的活塞,将件向下推到第一个切口;
通过电容传感器检测到“B”型件,触发附近的活塞,将件向下推到第二个切口。
3)因此加工循环完成,并且来自输送机1的起动活塞在另外3秒后喷射新的部件。
A 控制单元功能
控制单元由两个N.O.组成。 (常开)按钮配有绿色信号灯,两个N.C.(常闭)按钮配有红色信号灯,一个紧急N.C.红色锁扣按钮。控制单元的操作如下:
1)按下绿色S1按钮,第一个传送带单元启动,信号灯开始闪烁。
2)按下红色S2按钮,第一个输送机单元停止,信号灯闪烁。
3)按下绿色S3按钮,第二个传送带单元启动,信号灯开始闪烁。
4)按下红色S4按钮,两个输送机单元停止,信号灯开始闪烁。
5)如果同时按下S1和S3按钮,PLC将在声音信号(大约三秒钟)后开始加工过程。按S2或S4红色按钮中的任何一个停止倒计时。
6)按下锁定按钮S0,停止所有过程并禁用传感器。任何进一步的处理都要求S0解锁。直到解锁紧急声音信号也被激活。
B PLC的输入/输出设定
在对总成进行完整分析后,确定了必要的输入,从而设置了PLC所需的受控输出数量。 表一描述了PLC各输入端的指定,以及在运行期间用于从系统收集数据的物理输入端。
在为PLC建立了每个输入之后,控制器内部的程序被模塑成根据接收到的输入的顺序改变输出[3]。 程序的每一步都是由一个特定的输入或一组连续的输入启动的。 例如,输送机的1号起动活塞单元只有在两条输送带都没有碎屑并且先前的零件登记为已被完全处理和分类的情况下,才将新的零件推出制造。
表二显示了编程到PLC中的全套输出的名称,这是总成实现最佳效率所需的。
表一
|
过程符号 |
PLC输入 |
描述 |
|
S0 |
I0.0 |
控制单元的紧急按钮 |
|
S3 |
I0.2 |
传送带2启动控制单元的绿色按钮 |
|
S10 |
I0.3 |
输送装置1的感应传感器 |
|
S11 |
I0.4 |
用于输送机单元1的电容传感器 |
|
S5 |
I0.5 |
输送装置2的感应传感器 |
|
S6 |
I0.6 |
用于输送机单元2的电容传感器 |
|
S12 |
I1.0 |
用于输送机单元1的左极限REED开关 |
|
S14 |
I1.2 |
用于输送机单元1的右极限REED开关 |
表二
|
过程符号 |
PLC输出 |
描述 |
|
Y4 |
Q0.0 |
用于弹匣件的电磁阀推动圆筒输送装置1 |
|
Y5 |
Q0.1 |
用于气缸进气单元的电磁阀1 |
|
Y6 |
Q0.2 |
用于运输气瓶返回输送装置1的电磁阀 |
|
Y7 |
Q0.3 |
用于真空装置升降缸输送机的电磁阀1 |
|
Y8 |
Q0.4 |
用于真空装置的电磁阀 |
|
Y2 |
Q0.5 |
推动圆柱形电磁阀为“A”型 |
|
Y3 |
Q0.6 |
推动圆柱形电磁阀为“B”型 |
|
H1 |
Q2.2 |
输送机1绿色灯用于控制单元 |
|
H2 |
Q2.3 |
输送机1红色灯用于控制单元 |
|
H3 |
Q2.4 |
输送机2绿色灯为控制单元 |
|
H4 |
Q2.5 |
输送机2红色灯用于控制单元 |
|
K2 |
Q2.6 |
输送单元1的单相交流电机继电器 |
|
K1 |
Q2.7 |
输送单元2的单相交流电机继电器 |
|
Z1 |
Q1.0 |
声信号蜂鸣器 |
A 初始化和开始
当PLC上电时,程序进入“运行”模式。 两个红灯H2和H4同步闪烁,表示系统处于待机状态。 启动第一个传送带单元,从而激活“传送带1加工顺序”。 在这种状态下,仅通过按下将与皮带驱动表一电动机即单相电动机交流啮合的按钮S1和S3启动系统。 灯H1和H3开始同步闪烁,表示自动加工循环的开始。
B.结束件控制
当在工具盒中找到的零件完成时,系统停止并触发声音信号。
C 停止状态控制
在加工循环期间按下S2或S4(或两者)按钮,系统将触发“停止”状态。 “取放”移动单元返回其停放位置,由簧片S14传感器固定,然后释放该部件。 按下按钮内的红色指示灯开始闪烁,表示输送机单元处于“停止”状态。
D.紧急状态控制
按下紧急按钮S0,系统完全冻结。 四个灯H1,H2,H3和H4开始一起闪烁。 所有传感器和阀门都被禁用,压缩空气与组件(输送机单元)的电源一起被切断。 此时,必须清除系统中的任何故障,必须松开紧急钥匙(S0),并且必须重新启动系统才能启动另一个加工循环。
5结论
本文介绍了一种使用可编程逻辑控制器控制的输送机单元应用。 在操作期间,由于可能出现的各种事件,这种系统不断地改变其状态。 对于设计工程师而言,识别系统的所有可能状态非常重要,以便正确编程系统的行为,以便最小化恢复操作所需的时间。 为了在本文中实现这一目标,提出了一种用于设计涉及可编程逻辑控制器的应用的详细方法。
参考文献:
[1]B.S. Elliott, Compressed air operations. McGraw-Hill Professional, New York,2006
[2]SIEMENS, SIMATIC S7-200 Programmable Controller System Manual, Siemens AG, Bereich Automation and Drives, Edition 05/2003.
[3]H. Berger, Automating with STEP 7 in LAD and FBD, Siemens Aktiengesellschaft, Berlin and Munich, 2001.
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[17833],资料为PDF文档或Word文档,PDF文档可免费转换为Word
课题毕业论文、外文翻译、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

