英语原文共 21 页,剩余内容已隐藏,支付完成后下载完整资料
碳纤维的特性、结构和加工
摘要
碳纤维因为具有高强度和高模量的性能而被越来越多的人作为复合增强材料使用,它能决定最终复合材料的性能。本文综合评述了从聚合反应到纤维纺丝、稳定化和碳化的碳纤维生产过程。论述了碳纤维的微观结构与材料性能之间的关系,评估了现在市面上PAN基和沥青基碳纤维的机械性能、热性能和电气性能。以及最近开发的实验碳纤维。还讨论了下一代碳纤维,可以替代的前体材料,以及碳纤维复合材料。
1.简介
第一个已知的碳纤维使用者是托马斯爱迪生。1987年他在研制白炽灯泡时烘烤棉花线或竹条而使用了碳纤维。由Bacon开始于1958年,并且在1960年发表了论文和专利的研究报告表明石墨晶须的抗拉强度为2000公斤/平方毫米(20 GPa),7times;1012 dyne/cm2拉伸模量(700 GPa),65mu;omega;-电阻率厘米(1.5times;106电导率/米),直径小于1微米大于5微米。Bacon估算制造石墨晶须的成本是每磅1000万美元。几乎在同一时间研究报告,日本丰田akio shindo热处理的聚丙烯腈(PAN)纤维,将PAN基碳纤维的拉伸模量提高到140 GPa。在瓦特、飞利浦和约翰逊的努力下[ 6 ],英国皇家工程院在温度分别为1000C°和2500 C°炭化温度的情况下将PAN基碳纤维在热处理过程中(称为稳定化和碳化)将产生拉伸弹性模量提高到145 GPa和414 GPA。
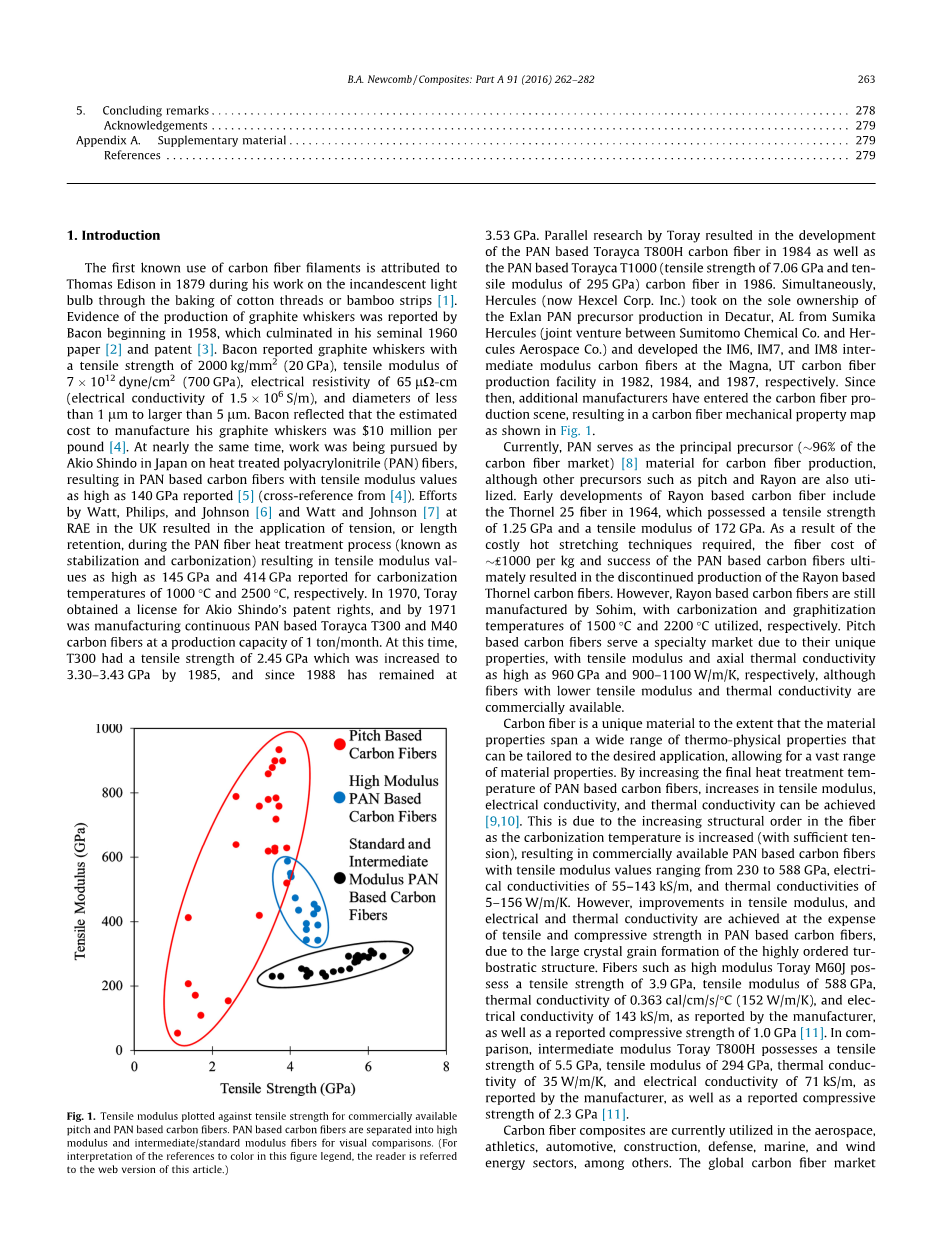
在1970年,东丽公司取得丰田Shindo的碳纤维专利权,在1971开始制造连续PAN基碳纤维T300、M40 型,月产量大概一吨左右。在这个时候T300的抗拉强度从2.45 GPa提高到3.30–3.43 GPA。从1988年以来一直保持在3.53GPA。东丽公司平行对比研究了1984年生产的T800 PAN基碳纤维和1986年生产的T1000聚丙烯腈基碳纤维(7.06 GPa和295 GPa的拉伸弹性模量、拉伸强度)。同时大力神(现在赫氏公司)、迪凯特和大力神(与友化工有限公司和大力神航天有限之间的合资企业合作)分别在1982 、1984和1987开发IM6、IM7和IM8中模量碳纤维。自那时以来,更多的制造商开始进入碳纤维生产现场,导致碳纤维机械性能快速增长。如图1所示:
目前,PAN作为碳纤维主要生产的材料的是前体材料(占据96%的碳纤维市场)[8 ],虽然其他前体材料也在使用,如沥青和人造丝。在1964年发展粘胶基碳纤维索纳尔25纤维,具有拉伸强度为1.25 GPa和拉伸弹性模量为172 GPa的性能。由于热拉伸技术的要求,昂贵的价格(₤1000每公斤)最终导致停止生产粘胶基碳纤维。Thornel的PAN基碳纤维在成本上得到了成功。然而,制造碳纤维的石墨还是通过1500 C和2200 C的温度使人造丝分别碳化。由于其独特的性能、拉伸模量和轴向热导率分别高达960 GPa和900 - 1100 W /米/ K,沥青基碳纤维服务于一个专业市场,虽然市售的纤维具有较低的拉伸模量和热导率。
碳纤维是一种独特的材料,在一定程度上材料性能远不止广泛的热物理性能。人们可以根据所需的应用要求广泛的改变材料性能。通过提高PAN基碳纤维的最终热处理温度,可以达到增加拉伸模量、电导率和热导率的效果[9,10]。这是由于纤维结构顺序随碳化温度升高(有足够的张力),可以导致市售的PAN基碳纤维拉伸模量值从230-588 GPa,55–143 KS /米电导率,和5–156 W / M / K热电导率范围得到提高。由于其结构是由高度有序乱层结构大晶粒形成,拉伸模量、电气和热导率提高是以减少PAN基碳纤维的抗拉强度和抗压强度为代价的。如高模量纤维东丽M60J具有拉伸强度为3.9 GPa、588 GPa的拉伸模量、0.363卡/厘米/ S / C热导率(152 W / M / K)和143 KS /米电导率,由制造商报告可以看出,其抗压强度只有1 GPA [ 11 ]。相比之下,中间模东丽800H具有拉伸强度为5.5 GPa、294 GPa抗拉模量,35 W / M / K的导热系数,和71 KS /米电导率,由制造商数据可以看出,其抗压强度为2.3 GPa。
碳纤维复合材料目前广泛应用于航空航天、田径、汽车、建筑、国防、海洋和风能部门等等。全球碳纤维市场19.8亿美元。2014年碳纤维复合材料市场(包括所有的基体材料)达到166亿美元,预测2021年碳纤维和碳纤维复合材料市场将分别增长到336亿美元和43亿美元。如此大的增长可以归因于不断扩大的航空航天市场和工业市场。全球碳纤维需求预计将由2015年的58000公吨在2020年增加至100000公吨以上。
生产商东丽公司、Toho Tenax(帝人)、三菱人造丝公司、赫氏、氰特、卓尔泰克、西格里囊括近80%的碳纤维市场,碳纤维的力学性能可在很大的范围内变动。图1中绘制的碳纤维拉伸模量和拉伸强度,说明了碳纤维广泛的拉伸性能。可用于市售的PAN和沥青基碳纤维也进一步扩大。
2、碳纤维的制造
2.1聚丙烯腈基碳纤维
PAN基碳纤维的生产需要PAN或PAN共聚物的聚合,其次是纤维纺丝。它们在空气中稳定(200 - 300 C)和在高温惰性环境中碳化(1000 C)。在更高的温度碳化步骤也可以进行,在惰性环境通过热处理纤维温度高达3000 C。在热处理过程中,PAN基纤维中的碳含量增加到90%。随着热处理温度的提高,碳纤维的模量增加,碳含量不断增加。如东丽T300含有93%重量的碳、中间模量纤维如东丽T800含有96%重量的碳、高模量纤维如东丽M60J含>99%重量的碳。
2.1.1聚合
溶液和悬浮聚合是PAN基碳纤维典型商业生产方法,也有乳液聚合的方法。它是悬浮聚合的一种变体,称为水分散聚合,也是常见的方法。然而,悬浮聚合需要有后续处理步骤,只能被用于制备纤维纺丝的聚合物。这些步骤包括将聚合物粉末洗涤、干燥、研磨和溶解到合适的溶剂中。后处理步骤是将乳液和水分聚合,可以得到一种高分子聚合物[ 13 ]。溶解PAN基需要准备乳液聚合物或悬浮聚合物,通常利用非质子极性溶剂如二甲基甲酰胺(DMF)、二甲基亚砜(DMSO)、二甲基乙酰胺(DMAC)或碳酸丙烯酯,硫氰酸钠(钠)水溶液也可以使用。
几乎所有的PAN都是聚合共聚物,丙烯腈纤维定义为含有至少85%的丙烯腈,丙烯酸纤维重量占据35%到85%的丙烯腈重量。制作PAN纤维常见的共聚物包括丙烯酸、甲基丙烯酸(MAA)、衣康酸、丙烯酸、丙烯酰胺、醋酸乙烯酯、乙烯基溴化季铵盐。
由于增加的聚丙烯腈共聚物溶液均用于前驱体纤维的生产,由此产生的碳纤维拉伸强度增大,曲线斜率斜率增加。PAN聚物和共聚物的溶解,得出的结论是:丙烯腈聚合物是最均匀的聚合物溶液(由于腈基团的强极性相互作用,所以存在物理凝胶)。
2.1.2.纤维纺纱
丙烯酸纤维是杜邦在1941年首先提出的,1950和奥纶进行商业贸易。采用熔融纺丝、干法纺丝、湿法纺丝、干喷湿纺、凝胶纺丝等多种工艺纺制聚丙烯腈纤维。每种技术都有自己的优点和不足方面。熔融纺丝的PAN是有很多优点的,由于无需使用溶剂它的纤维生产很有前景。然而熔融纺丝PAN是一个高度专业化的技术,由于聚合物的固有性质很难在降解之前将它有效地融化。PAN聚合物的熔融温度已被确定为319和342 C之间的加热速率为40 - 160 C /分钟[ 20 ],并加入水可以抑制共聚物,允许熔融纺丝成功地完成。这些处理发挥了作用,使熔融纺PAN前体可以被用作商业碳纤维前体。
干法纺丝需要一种合适的溶剂,必须在溶剂沸点下与PAN具有良好的稳定性,低的蒸气压使溶剂在纺丝塔中蒸发并具有良好的溶解性能。由于这些严格的要求,只有那传统合适的溶剂如DMF、DMAc。第二种溶液纺丝包括使用液体介质,其中挤出的聚合物被凝固成纤维。溶液纺丝涉及的液体凝聚介质的使用可分为湿法纺丝、干喷湿法纺丝和凝胶纺丝。湿法纺丝涉及浸入式喷丝板,其中挤出的聚合物溶液立即被引入凝固浴中。干喷湿法纺丝,也称为气隙纺丝,包括提高喷丝头1 - 2厘米以上的凝固浴,使挤压聚合物溶液进行空气环境之前,被引入到凝固浴介质。凝胶纺丝的特点是使用高分子量的聚合物溶解在溶剂中,在低浓度,2 - 15%的重量,在气隙纺丝过程。在纺丝原液的挤出过程中,纤维在发生相分离前呈凝胶状态,因此该技术称为凝胶纺丝。使用几种不同的方法(表1)发现聚丙烯腈纤维使用凝胶纺丝技术,最终的力学性能比使用其他纤维的纺丝技术提高了很多。
纤维纺丝之后前纤维必须被排列,通常经过一系列的处理以增加聚合物链在纤维轴向方向的取向。排列温度和升温比必须进行优化,而不是简单地最大化的前体PAN纤维的拉伸性能。但最终碳纤维所需的机械性能,纤维拉伸开始在纤维纺丝阶段,使用的自旋拉伸比率,以便开始的聚合物链取向和直径减少。现阶段的纤维拉伸将使纤维在纤维纺丝过程中处于张力状态,以减少纤维直径的变化和机械性能的变化 。从凝固液中除去纤维(在溶液纺丝的情况下),然后纤维被绘制在多个阶段,以继续聚合物链取向和直径减少。在一般情况下,前体纤维的拉伸强度和拉伸模量将继续增加总拉伸比增加,但如果拉伸比太高,可以观察到拉伸强度降低。为了充分准备生产碳纤维的聚丙烯腈原丝,必须在拉丝阶段或完成后使用成品油。这种成品油是传统的有机硅为基础的,是用来保护在稳定化过程中的前体纤维,以及作为抑制剂的纤维粘贴,这可能是有害的碳纤维生产工艺。由于PAN原纤维纺丝的专有性质,广泛的信息的前体纤维处理并不总是可用。然而,PAN基前体纤维可以具有在0.5 - 1 GPa和拉伸模量的范围内的拉伸强度在12 - GPA的范围内,虽然高性能的碳纤维,预计将制造从具有较高的机械性能的前体纤维。表1所记录的机械性能值是PAN纤维报道的最高值 。
2.1.3.稳定化和碳化
PAN纤维转变成碳化结构需要两种热处理工艺,即稳定化和碳化。传统的稳定化工艺利用纤维在氧化环境中的热处理,在温度范围从200 C到300 C,而长丝施加施加的张力。纤维随后在炭化过程中,温度范围从1000℃到3000 C的研究主要集中在优化碳化温度表明,拉伸模量继续随着炭化温度的升高而在1500 C [ 29 ]的拉伸强度达到最大值增加。第一次观察到这个现象的瓦特、菲利普斯和约翰逊在1965申请了这个专利。碳化温度和张力是重要的加工参数,可以影响最终的碳纤维的机械性能。一个40G纤维在220℃等温24小时导致拉伸模量提高61%,随后在惰性气氛中碳化1000当碳化温度提高到2500 C,纤维受到40G负荷稳定在拉伸模量相比提高100%。
2.2.沥青基碳纤维
类似于PAN基碳纤维的生产,沥青基碳纤维生产需要通过使用一个可融合的前驱体纤维纺丝。其次是在空气中热稳定性(热固性、350 C)或在其他氧化环境中如在氮气或氩气中炭化(2000 C),在氩气中石墨化(3000 C)[ 34,52 ]。沥青纤维通常是通过中间体或沥青同性物质熔融纺丝制备的,天然来源如石油或煤,或通过合成聚合物的热解。由于前驱体材料和热处理的温度水平的品种繁多,市售的沥青基碳纤维如P - 25拉伸强度为1.56 GPa,拉伸模量172 GPA,26 W / M / K的热导率,以及77的KS /米的电导率。k-1100沥青基碳纤维材料性能拉伸强度为3.10 GPa,拉伸模量为965 GPA,900–1100 W / M / K的导热系数,和900 KS /米2.2电导率。
2.2.1.前体的制备
碳纤维生产必备的沥青通常具有分子量为200 - 300克/摩尔[ 29 ],部分分子量高达1000克/摩尔,由各种复杂的芳族烃组成。石油沥青和煤沥青在本质上是同性的,可用于制备普通沥青基碳纤维[ 53 ]。为了产生更高性能的沥青基碳纤维,各种同性沥青必须进行彻底的处理,以转化为中间相沥青,其中包含各向异性相和石墨结构。从各向同性沥青向中间相沥青转换可以通过热解、加氢、溶剂萃取[ 54,55 ]或在催化剂中反应。
..............
..............
.............
4.2.3.碳纳米管基碳纤维复合材料
目前,碳纤维复合材料主要用于作为轻量化材料。然而,在多功能和智能纤维领域的发展下将提供额外的功能,研发不同于传统沥青和PAN基碳纤维的碳纤维。在碳纤维中添加功能转化为碳纤维复合材料,从而使复合材料的功能超过以前单一的功能。其他的方法是在矩阵加入功能性填料的提供额外的功能,以及能够自我感知复合材料损伤的电阻发热元件,用在飞机、汽车内或其他结构部分。
石墨烯纤维通常通过湿法纺丝技术制造,利用的溶致液晶行为的石墨烯和石墨烯氧化物[ 161- 162 ]。目前,报告中石墨烯纤维最高的拉伸强度为500兆帕[ 163 ]拉伸模量为47 GPa[ 164 ]。石墨烯纤维主要用于超级电容器[ 165 - 169 ]和制动器的研究[ 170 - 172 ]。石墨烯和氧化石墨烯纤维区别于传统的PAN和沥青基碳纤维在于缺乏必要的稳定和碳化条件下制造碳质纤维。然而,机械和电气性能出现大幅提高,在1500℃热处理条件下石墨烯纳米纤维出现的氧化石墨烯纳米带(初生gonr)纤维具有拉伸强度和拉伸模量分别为39.3 MPa和3.7 GPa。在1500℃下退火后,拉伸强度和拉伸模量分别增加到177 MPa和15.4 GPa[ 173 ],但升高的处理温度仍然是制造这些纤维的阻碍。
碳纳米管基碳纤维复合材料分为两大类:碳纳米管添加到基体材料上或碳纳米管表面接枝碳纳米管。加入CNT的矩阵可以通过剪切或机械混合,以及使用超声波技术。在低粘度热固性塑料上碳纳米管的分散可以使用各种技术消除一些不利影响。然而,渗透的碳纤维
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[139074],资料为PDF文档或Word文档,PDF文档可免费转换为Word
课题毕业论文、外文翻译、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

