UASB-CASS联合技术在啤酒废水处理中的应用
Wang tingyu Huang Jin
摘要:本文采用UASB(上流式厌氧污泥床)-CASS(循环活性污泥系统)联合技术处理啤酒废水,在结合废水(污水)处理结构设计参数之后,建立了一个啤酒厂污水处理厂模型,并探讨了啤酒废水处理的可行性及其最佳的处理工艺。在联合处理过程中,啤酒废水COD浓度由2500mg/L降至75mg/L,去除率达97%;BOD5浓度由1100mg/L降至16.5mg/L,去除效率达98.5%;SS浓度从300mg/L降至9mg/L,去除率达97%。总体去除率稳定在97%到98.5%之间。结果表明,处理后的啤酒废水达到了国家《污水综合排放标准》标准(GB8978-96)的要求。
关键词:啤酒废水; UASB工艺; CASS工艺
一、引言
2007年中国啤酒产量已达30亿吨,连续四年保持了世界第一。中国啤酒工业的快速发展,排放了大量对环境造成严重威胁的废水。每生产1吨啤酒,需要10~30吨淡水,同时产生相应的污水10~20吨。现在中国啤酒废水的年排放量达1.5亿吨。啤酒废水可能在许多方面影响水质,包括有机质增加和由此增加的生物需氧量(BOD5)和COD[1]。啤酒废水主要包括高浓度的蛋白质、碳水化合物、酒精和其他有机物,有可能导致较为严重的环境问题[2]。当啤酒废水排入水体时,水体大量溶解氧被消耗,使得水体缺氧和促进解底泥化合物的厌氧分解,对水体环境造成严重危害 [3]。啤酒废水的产生是造成环境污染的主要来源,因此对啤酒废水污染的控制势在必行,而且对实施可持续发展的方法至关重要。
近年来,随着高效厌氧装置的发展,厌氧工艺已应用于处理低浓度常温啤酒废水。许多外国啤酒厂使用厌氧处理工艺处理废水并且反应器尺寸范围从几百立方米到几千立方米。荷兰Paques、美国Biothane和比利时Biotim公司是世界上使用升流式厌氧污泥床(UASB)技术的三大工厂[4]。中国经济建设的发展越来越快,经济、高效地解决污水问题和保护能源,成为环境工程研究的重要问题之一。与其他厌氧技术相比,由于上流式厌氧污泥床(UASB)在运行和结构上的低成本以及适应不同污水的能力越来越强,因此UASB工艺越来越受到重视[5]。
啤酒废水的BOD5/COD值较高,一般在50%以上,具有良好的生化处理效果。直接采用好氧处理时,需要机械通气加氧,可能带来较高的耗氧量和运行成本。好氧处理的污泥产生量为0.20kg/kgCOD,污泥产量较大。在厌氧过程中,大多数有机物转化为甲烷,只有很小比例的人工合成有机物质残留,并且厌氧产生的沼气可作为热能利用。一方面,与其他啤酒厂处理相比,厌氧污泥系统的产泥量为0.05kg/kgCOD,相应产生的污泥量较少。另一方面也存在着碳、磷去除效率低、出水水质不合格等缺点,另外,啤酒厂中的啤酒生产原料被废弃,不仅浪费了大量资源,而且降低了啤酒原料的利用率。因此啤酒行业需要实施低成本、高效、简单的缓解措施以有助于节水[1]。分析污水处理工艺的原理可以得出厌氧-好氧联合工艺具有明显的优势[6]。为此,本文采用UASB(上流式厌氧污泥床)-CASS(循环活性污泥系统)联合工艺处理啤酒废水。啤酒生产过程中,原料在水污染控制过程中进行回收利用,同时产生新的生物能源,整个处理过程与国家“十一五”规划相吻合。通过采用联合工艺降低能耗,可以实现经济效益和环境效益的双赢。并结合废水(污水)处理结构设计参数,建立了啤酒厂废水处理厂模型,并探讨了啤酒废水处理的可行性及其最佳的处理工艺,以满足国家《污水综合排放标准》标准(GB8978-96)的要求。
二、材料和方法
a.设计水量、水质
总变异系数Kz=1.8[7],根据啤酒厂废水设计流量Q=3500m3/d,包括处理站的排放量。本研究遵循的设计水质指标和排放水质指标如下(表1)。根据国家《污水综合排放标准》标准(GB8978-96)的要求,对以下参数进行监测分析。
表1.原水水质指标和排放水质指标设计
|
监测点位 |
水质指标 |
|||
|
COD (mg/L) |
BOD5(mg/L) |
SS (mg/L) |
pH |
|
|
进水 |
2500 |
1100 |
300 |
6~9 |
|
出水 |
100 |
20 |
70 |
6~9 |
b.流程分析
根据啤酒废水的特点并结合拟建污水处理厂的经济性、技术性和可行性,本研究采用厌氧-好氧联合工艺(UASB-CASS)处理啤酒废水。过程如图1所示。
图1.啤酒废水处理过程
拟建污水处理厂主要由滤网、接收罐、平衡罐、UASB反应器和CASS反应器组成。在联合工艺流程中,啤酒废水首先经过筛网除去较大的杂质,然后进入接收罐。然后用污水泵提升到液压筛,进入过滤室。在进入平衡罐之前,用计量泵加入PH,以便将接收罐的PH值调整在6.5~7.5之间。平衡池出水连续进入UASB反应器进行厌氧消化,使有机物浓度降低。另外,厌氧过程产生的沼气被收集到气罐中。然后UASB反应器出水进入CASS反应器进行好氧处理,最终达到排放标准。在这个过程中,有一条污泥循环线。UASB反应器和CASS池的剩余污泥首先收集到泥浆井,再由污泥泵加压至污泥浓缩池浓缩,然后进入污泥脱水间进一步降低污泥含水量,同时达到污泥减量的目的。污泥脱水后会变成泥饼,最后装车外运处理。
工业啤酒废水中的有机物主要是碳水化合物、蛋白质和脂类。采用厌氧处理技术处理高浓度有机废水,不仅节能、耗电量低,而且能回收有用物质,同时产生大量的生物能(沼气)。
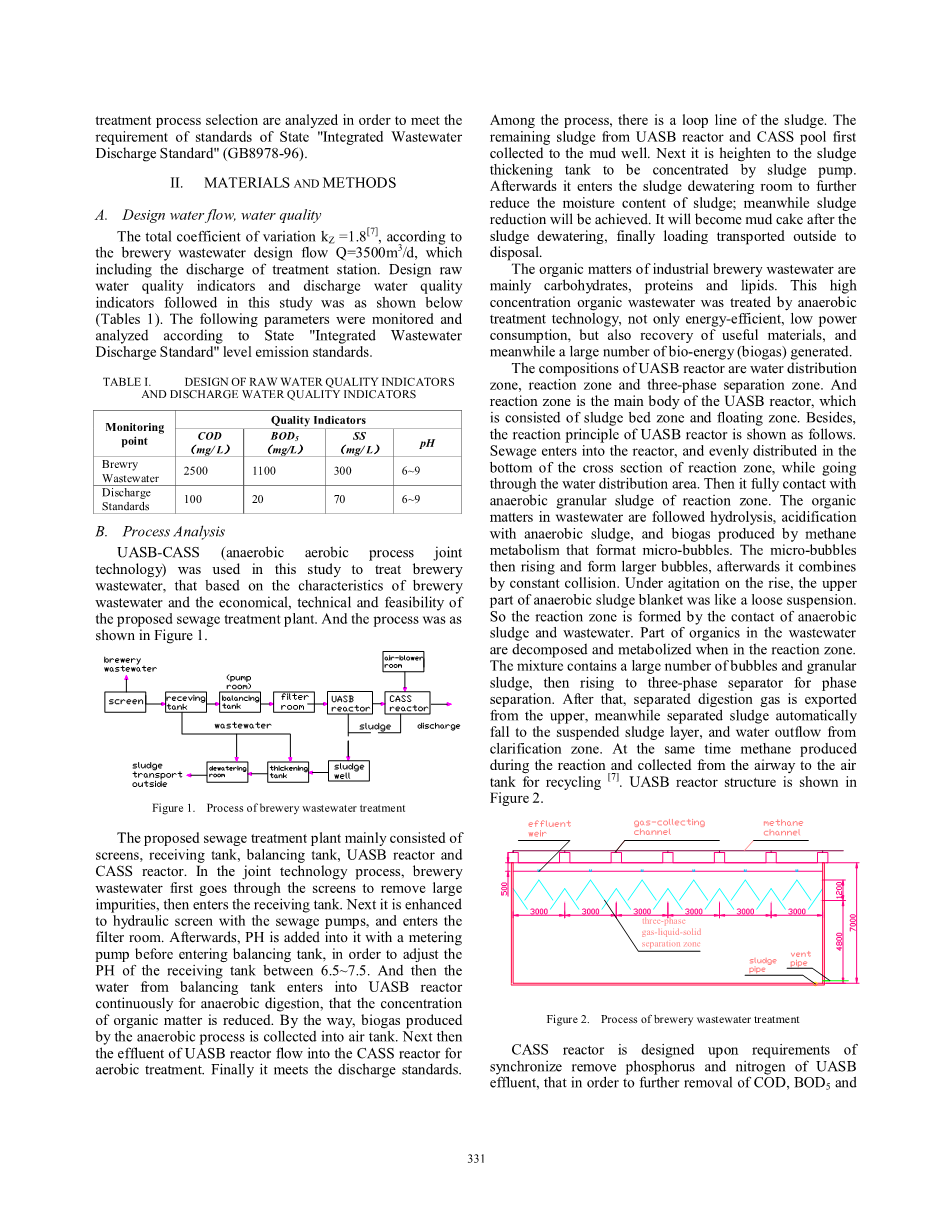
UASB反应器的组成为配水区、反应区和三相分离区。反应区是UASB反应器的主体,由污泥床区和悬浮污泥层组成。此外,UASB反应器的反应原理如下:污水进入反应器,在配水系统的作用下均匀分布在反应区横截面的底部,然后与反应区厌氧颗粒污泥充分接触。废水中的有机物经过厌氧污泥的水解、酸化、与产生的沼气形成微气泡。然后微气泡上升形成较大的气泡,然后通过不断的碰撞将其结合。在搅拌上升的过程中,厌氧污泥床上部呈松散悬浮状态,因此,厌氧污泥与废水接触形成反应区。废水中的部分有机物在反应区分解代谢。混合物中含有大量气泡和颗粒污泥,上升到三相分离器进行相分离。之后,分离出的消化气从上部排出,同时分离出的污泥自动落入悬浮污泥层,水从澄清区流出。反应过程中产生的甲烷从气道收集到气罐中循环利用[7]。UASB反应器结构如图2所示。
图2.啤酒废水处理工艺
CASS反应器是根据UASB废水同步除磷脱氮的要求设计的,以进一步去除COD、BOD5和SS。CASS反应器运行循环由曝气、沉淀和滗水器三部分组成。由于啤酒废水中氮磷含量较低,不再需要额外的磷絮凝剂来使废水达到排放标准。CASS反应器结构如图3所示。
图3.CASS反应器示意图
此外,在工程设计中还增加了内循环线。这是UASB和CASS反应器处理后的废水和污泥处理池的上清液一起返回平衡池。平衡池的反应器水温和pH值只能进行粗调,根据UASB和CASS反应器进水水温,可大大提高COD浓度的适应性和回水的pH值。湖北省啤酒厂污水处理厂于2008年建成,设计流量为3500m3/d,污水处理站远离居民区,与人群无接触,也无生活环境噪声污染。
a.主要结构及参数
构筑物预处理:
bull;过滤网:去除污水中的大颗粒悬浮物,2套(1套备用)。栅宽10毫米,栅间距20毫米,栅深0.4米,栅安装角70度,过栅速度0.8米/秒,单位栅渣量0.21立方米/天。
bull;接收罐:废水储存,1套,钢筋混凝土结构,基本尺寸为5800times;5800times;2000(H)mm。
bull;平衡池:调节水质水量,1台,基本尺寸22000times;11000times;5800(H)mm,调节时间8.0h。
UASB反应器采用混凝土结构,用于去除COD、BOD5和SS,同时产生甲烷。UASB反应器的基本尺寸为18000times;9000times;7000(H)mm,基于平均有机负荷率为6kgCOD/(m3bull;d)。需要2套。进水COD=2500mg/L,去除率80%;污泥产量0.07kgMLSS/kgCOD;沼气产量0.4m3/kgCOD。
采用CASS反应器同时去除UASB处理废水中的氮磷。两台CASS反应器,钢筋混凝土结构,基本尺寸40000times;10000times;5500(h)mm,设计流量0.041m3/s,UASB反应器的COD去除率为80%,BOD5的去除率为85%,SS去除率为80%;CASS反应器的COD去除率为85%,BOD5去除率为90%,SS去除率为85%,同时还能去除90%的氮磷。BOD污泥负荷率(Ns):0.3kgBOD/MLSS,污泥混合物浓度为4000mg/L,填充率0.32。
污泥构筑物:
bull;泥浆井:泥浆总量53 m3/d,基本尺寸:4000times;4000times;3000(H)mm。
bull;污泥浓缩池:固体负荷(固体通量)1.25kg/m3bull;h,浓缩时间20h,浓缩污泥含水量96%。
bull;污泥脱水间:浓缩污泥量26.5m3/d,压滤时间4h,设计污泥量26.5m3/d,压滤机污泥含水率75%。
三、结果与讨论
A.处治效果
本项目明确建成后,在一年的运行当中,整个系统运行平稳,处理效果严格符合预期标准,并且稳定。啤酒厂废水处理前后污染物浓度监测结果见表2。
表2.啤酒废水污染物监测指标处理前后浓度
|
监测点 |
水质指标 |
|||
|
COD (mg/L) |
BOD5(mg/L) |
SS (mg/L) |
pH |
|
|
进水 |
2500 |
1100 |
300 |
6~9 |
|
出水 |
75 |
16.5 |
9 |
6~9 |
|
去除率 |
97% |
98.5% |
97% |
- |
由表2可知,啤酒废水中主要污染物为COD、BOD5和SS。但经过处理后,三个指标均稳定下降,总去除率在97%至98.5%之间,严格符合国家《污水综合排放标准》(GB8978-96)
B.效益分析
从有效性分析可以看出:
bull;经济效益:采用UASB CASS组合工艺处理啤酒厂废水(污水),回收有用物质,并产生大量生物能源(沼气)。沼气产气量0.4m3/kgCOD,可用于发电和天然气的国内供应。污水处理每年产生的沼气为1.3times;105t。
bull;环境效益:由于啤酒废水处理设施的运营,每年向附近河流排放的COD减少32吨,这大大改善了河水质量。
bull;社会效益:保护了城市水环境和人民正常、健康的生活。此外,还消除了城市废水(污水)的危害。
四、结论
bull;与其他处理工艺相比,该工艺较为灵活,且产泥量小。工程实例表明,该联合工艺具有实用性强、投资少、运行管理简单等优点,为啤酒工业废水的处理提供了一条切实可行的途径,具有良好的经济效益、环境效益和社会效益。
bull;厌氧处理过程产生了实现可持续社会发展的生物能源甲烷。同时也是一个环境保护和能源回收的过程。在运行控制方面,UASB CASS联合工艺能有较强的抗冲击能力。
bull;工程实例表明,啤酒废水处理后的COD、BOD5和SS浓度稳定。COD浓度由2500mg/L降至75mg/L,去除率达97%;BOD5 剩余内容已隐藏,支付完成后下载完整资料

英语原文共 4 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[279006],资料为PDF文档或Word文档,PDF文档可免费转换为Word
课题毕业论文、外文翻译、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

