电凝聚法处理电镀废水:动力学模拟与能耗
原文作者 Fatih Ilhan,Kubra Ulucan-Altuntas,Tasar Avsar,Arslan Saral 单位 Environmental Engineering Department, Yildiz Technical University
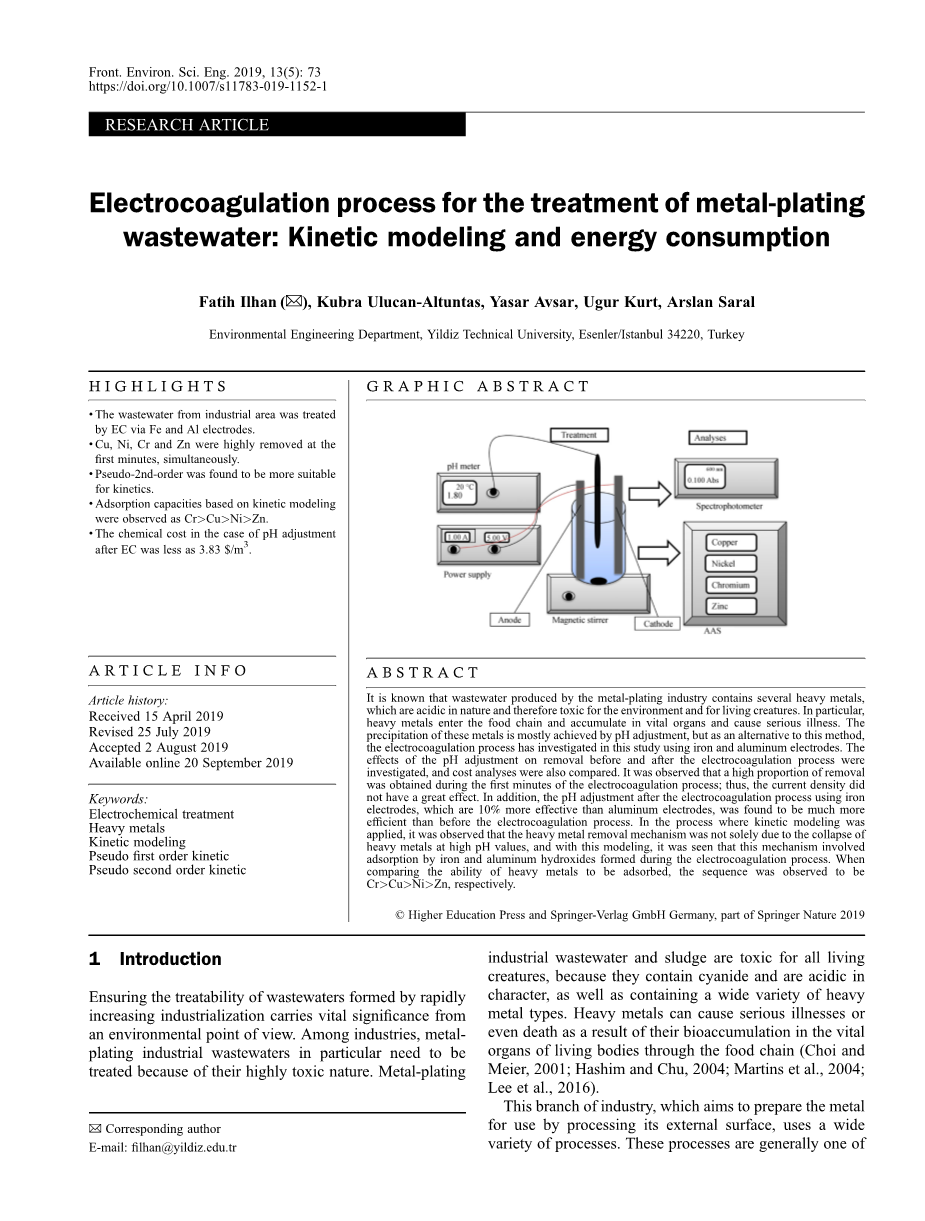
摘要:电镀工业产生的废水中含有的几种重金属在废水呈酸性,对于环境和生物有着毒性,特别是当重金属进入食物链,随着食物链在生物的重要器官中积累,导致严重的疾病。析出重金属主要是通过调节pH来实现,但作为研究,本研究使用铁和铝电极来研究电凝过程。通过对比pH调节前后去除率的影响,并进行成分分析,观察发现,在电凝过程的最初几分钟内,去除率很高。因此,电流密度并没有很大的影响。此外,铁电极电凝后pH值的调节比铝电极的调节效率高10%,要高于电凝前的调节效率。在动力学建模应用的过程,观察到的重金属去除机制并不完全是因为重金属在高pH值下析出。在这个模型中,这一机制涉及到在电凝过程中形成的铁和铝氢氧化物的吸附。比较重金属吸附能力的顺序为Crgt;Cugt;Nigt;Zn。
关键词:电化学法;重金属;动力学模拟;拟一街动力学;拟二阶动力学
- 简介
从环境的角度来看,确保迅速发展的工业化所形成的废水的可处理性具有重要的意义。在工业中,电镀废水因其剧毒性质需要特别处理。由于电镀过程中产的废水中含有氰化物并且呈酸性,并含有多种重金属。因此电镀工业产生的废水和污泥对生物是具有毒性作用的。同时,重金属通过食物链在生物体的重要器官中积累,可能导致严重的疾病甚至死亡(Choi and Meier, 2001; Hashim and Chu, 2004; Martins et al., 2004;Lee et al., 2016)。
电镀工业主要是通过使用各种工业加工金属的外表面来制备使用的金属。这一过程通常有三部分:清洁、油漆和涂层。在电镀工业中,将有机溶剂、有机或无机酸、碱和金属盐(如镍和铬)放在电镀槽中用以覆盖金属表面。由于电镀工业是将有毒有害物质排放到环境中的一个重要污染源(Choi et al., 2000)。重金属的去除主要是通过化学法来处理,最常见的方法就是在碱性环境下进行去除(Huang et al., 2011; Lee et al., 2017)。但由于电镀废水具有一定的缓冲能力,花费成本较高,同时不同类型的金属需要在不同pH环境下去除。因此,单独使用这一工艺有很大的缺点。所以,我们认为这一过程可以通过电凝聚法来实现,电凝聚也是一种更加先进的化学沉淀法。
电凝聚的基本原理是通过电流产生絮凝,用铁电极代替铁盐,用铝电极代替铝盐 (Ilhan et al., 2008;Coskun et al., 2012; Qi et al., 2018)。由电流引起的阳极反应所溶解的金属可以起到絮凝剂的作用。电凝聚法的优点就是,在除了化学凝固的电解反应过程中,还在同时进行电氧化和电浮选的过程(Avsar et al., 2007)。基于这些优点,电凝聚法被广泛应用于家庭和工业废水处理(Vasudevan et al., 2008; Vasudevan et al., 2009; Kobya et al., 2014; Ulucan and Kurt, 2015; Can et al., 2016; Deghles and Kurt, 2016; Song et al., 2016; Hashim et al., 2018; Xu et al., 2018; Maher et al., 2019)。在电凝聚过程中,pH是一个非常重要的操作条件,需要根据废水处理前后pH值的变化来确定最佳的pH值 (Naje et al., 2017; Ahangarnokolaei et al., 2018)。因此,电凝聚法是一种处理电镀废水的有效方法。此外,除去基本成本外,尽可能减少化学品的成本也是非常重要的。在电凝聚过程中使用铁或铝电极是,由于电压引起的电解形成金属氢氧化物。电凝聚法的主要机理是通过产生的金属氢氧化物吸附。目前,电凝聚法在许多地方都有使用,在使用过程中电极上会形成因电解导致的细小气泡,由其是在阴极区。考虑到这些气泡是电浮选的基础,电絮凝过程中也可以通过电浮选去除废水中的污染物。
本研究的目的是探讨COD、铬、铜、锌和镍的去除,这也是处理电镀废水的重要参数之一。研究影响电凝聚过程的电流密度、pH值和时间效应等参数,通过分析,研究实验前后pH调节的效果。同时,通过动力学模型研究脱除机理。
-
实验
- 废水特性
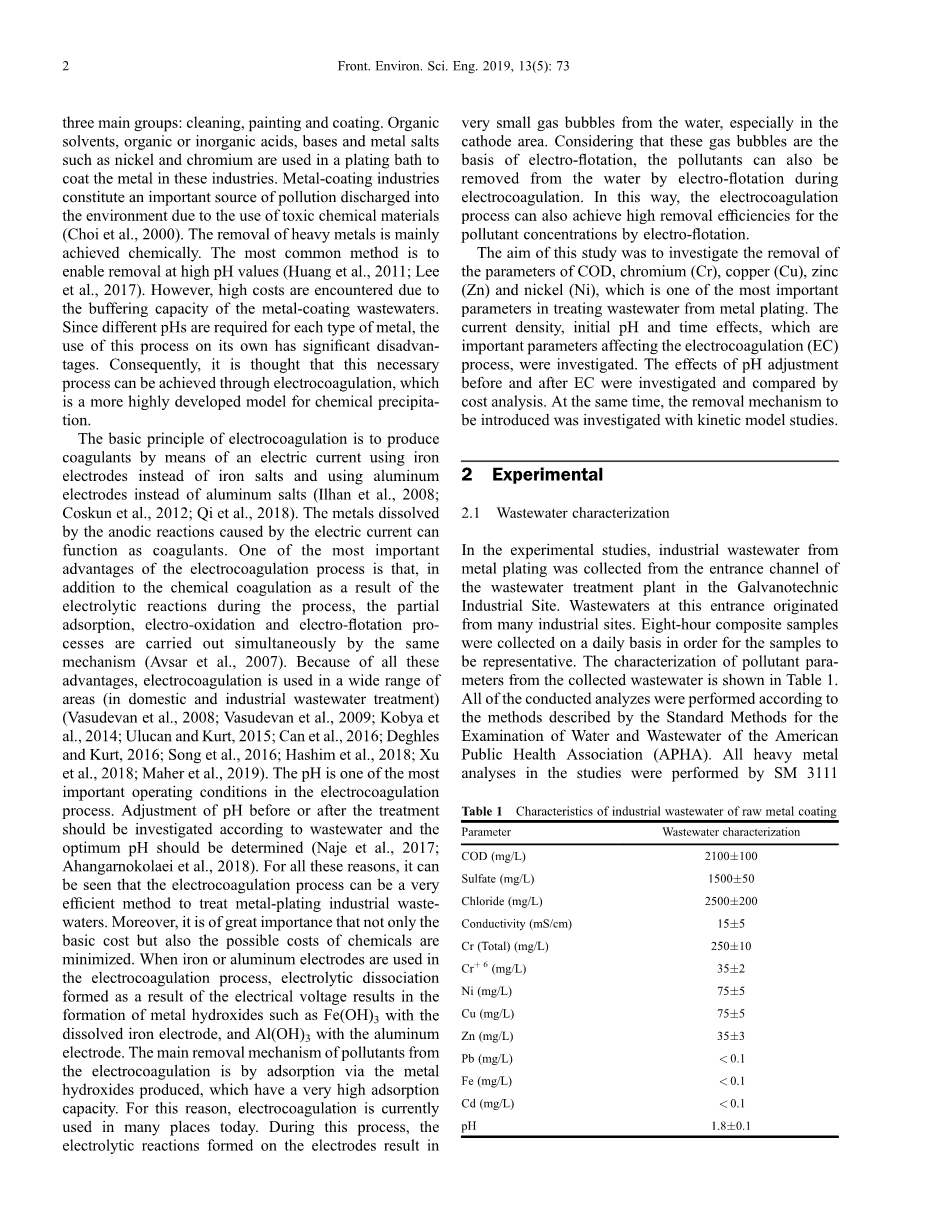
在实验研究中,由电镀工厂内的污水处理厂的进口通道收集工业废水,入口的废水来自多个车间。实验样本为每天采集8小时的样本,使实验更具有代表性。采集废水的污染物参数如表一所示,实验所有分析都是按照美国公共卫生协会(APHA)的废水检测标准进行。研究中的重金属分析均由SM3111,使用 Perkin Elmer牌原子吸收分光光度计(德国)。使用HACH牌的pH计(德国),来读取记录pH值和电导率,使用KERN PFB 300的天平(德国)用于制备溶液以及其他过程操作。
表一:电镀工业废水特征
-
- 电凝聚法设备
电凝实验中的反应容器容量为500ml,由有机玻璃制成。试验中采用两种不同电极,铁电极和铝电极。设备的阴极与阳极的距离为6.0cm,电极在电凝中的有效面积为10.5cmtimes;7.5cm和16.5cmtimes;10.5cm。用GW Instek,GPS 3030 DD的电源可以提供0-6A和0-20V的稳定电流和电压。实验所用仪器的图示如图一
图一:电凝过程示意图(1: EC电池,2:电极,3:电源,4:磁力搅拌器,5:pH计)。
在进行的研究中,用WTW pH 720牌的pH计分别在电凝之前、期间和之后测定废水pH值。在电凝之后,将废水收集在500ml量筒中,沉淀1小时后采集上清液。使用由Merck的1N和6N的NaOH和H2SO4调节pH。
-
- 动力学建模
理论上,电凝聚去除金属污染物的吸附是有效的,实验研究吸附过程中模型的适用性,利用不同的动力学模型,确定吸附材吸附在吸附剂表面的作用机理。研究中分别采用了拟一阶动力学模型和拟二阶动力学模型。
拟一阶动力学模型是由Lagergren建立,表达式为(Eq.(1))(Ho,2004):
qe=平衡时每克吸附剂的吸附量(mg/g);
qt=任一时刻每克吸附剂的吸附量(mg/g);
k=速度常数(min-1);
t=接触时间(min)。
根据log(qe—qt)对斜率t的计算速度常数k,同时又图上断点计算出理论值qe。拟二阶动力学模型由Ho建立,表达式为(Eq.(1))(Ho, 2004; Ho,2006; Qiu et al., 2009):
qe=平衡时每克吸附剂的吸附量(mg/g);
qt=任一时刻每克吸附剂的吸附量(mg/g);
k=速度常数(min-1);
kqe=初始吸附速度。
速度常数k2和理论qe值分别由t/qt对t绘制的图形的斜率以及断点计算。
-
结果与讨论
- 不改变初始pH的研究
COD参数代表有机污染物的含量,采用COD参数既可以监测到极限值,又可以检验应用于其他污染物参数的效率。通过研究电流密度、初始pH值和反应时间对反应的影响,发现在电凝过程中
首先,在不改变废水初始pH值的情况下电流密度的变化。铁电极和铝电极的COD去除效率如图二所示,电流显示为50-175A/m2,反应时间为15min。
图二:电流密度对铁、铝电极COD去除率的影响(反应时间15 min, pH 1.8,样品体积500 mL)。
从图二中可以看出,增加电流对于去除效率的影响不大,铁电极的去除率80%,铝电极的去除率约为70%。在100A/m2时,两种电极的去除率最高,因此选择100A/m2的电流密度作为进一步研究的最佳值。在不改变原废水pH值的情况下,研究电凝聚法处理后pH值的变化。所得结果如图三所示,电凝聚法前废水pH为1.8,40分钟后,采用铁电极出水pH增至,采用铝电极的实验组出水pH增至5.8。铝电极相对较高的pH值更有利于电凝后重金属的析出。
图三:电凝结束时的pH值与初始pH值相同
图三考察了研究中另一个重要参数反应时间对铁电极和铝电极在1-40min之间的影响。本研究在不改变废水初始pH值的情况下,由图四可以看出铁电极的去除效率比铝电极高,平均比铝电极高10%-15%。实验在电凝的最初几分钟获得最佳结果。在第一分钟时,铁电极的去除率达到80%,铝电极为68.6%。铁电极去除率虽然在30分钟时达到84.8%,但在经济性上不能看做最佳值。可以看出,在第一分钟时的高效去除是由于电凝在反应过程中产生的金属氢氧化物对污染物有吸附作用。
图四:电极类型对电凝除COD的影响(V: 500ml, pH;~1.8,电流密度:100 A/m2)。
pH是金属去除的重要参数,常用的重金属去除方法就是通过提高废水pH值形成金属氢氧化物沉淀而实现。因此,本实验研究了低pH和时间对金属去除的影响。如图五所示,考虑到废水特性,实验测定了对铜、锌、镍、铬的去除率。在本实验中,电凝过程在原始pH值(~1.8)下进行,使用常用的铁电极和铝电极。从图五(a)中可以看出,虽然在前15min两种电极的去除率相同,但最终铁电极去除率为80%,铝电极约为50%。
处理含镍废水的试验中,铁和铝电极去除镍和其他成分的能力结果如图五(b)所示。
从图5(b)可以看出,镍的去除率在50%左右。但要注意的是,本研究中采用的是原废水的pH值环境。实际上,这几种金属在pH超过11是,以氢氧化物的形式沉淀。因此,研究是在电凝所需的最佳pH值和用于去除金属的高pH值下进行。
铬与传统的重金属不同,处理过程有两阶段。根据传统的含铬废水处理工艺,水中的Cr6 须通过处理还原成Cr3 。处理工艺第一阶段在低pH下进行,Cr3 在第二阶段进行沉淀。而在高pH条件下要完成沉淀去除就会有些困难,在电凝聚法中的目标是在一个阶段完成这两个步骤。用铁电极和铝电极去除铬的去除效率结果如图五(c)所示,采用铁电极是去除率达到90%以上,主要原因是电解反应产生的废水pH约为2,Cr6 在短时间内转化成Cr3 。在这一情况下,仅通过增加pH来去除铬的方法是可行的。
在电镀废水中同样含有高浓度的锌,本实验也进行了对于含锌废水的处理。图五(d)为铁电极和铝电极分别对锌的去除结果。结果显示,两种电极对于废水中的锌的去除率大约相同,在50%左右。同样,本实验是在原始废水直接进行,没有进行任何pH的调节,因此认为通过调节pH值可以提高对锌的去除率。
图五:电极类型对电凝除(a)铜、(b)镍、(c)总铬和(d)锌的影响(V: 500 mL, pH;~1.8,电流密度:100 A/m2)
-
- 调节pH对去除COD的影响
电凝过程是基于化学沉淀机制,同时,吸附、氧化和浮选机制也有一定效果来去除废水中的污染物。在电凝过程中,这些机制都与pH参数密切相关。在前一部分的研究中,是在原始废水的pH下进行,研究的是在初始pH条件下电凝聚法对废水中金属的去除效率。
在前一部分的实验中,采用的电凝聚法没有进行pH值的调节。而在这一部分实验中,我们进行了电凝工艺前后调节了pH值的比较。由于铁电极有更加明显的去除效率,因此采用铁电极作为实验的材料,结果如表二所示。在实验中,将进水pH和出水pH调节至6~12,以至金属可以沉淀析出。
电凝本身会使出水pH值部分升高,但在实验中进行了额外的pH的调整,从表二中可以看出,在调整pH后进行电凝可以获得更高的去除率。当pH调节为8时,调整前COD、锌、铬、镍、铜的去除率为45.6%、98.3%、95%、56%和26.6%,调节pH后的去除率分别为67%、93.9%、96.9%、72%和91.7%。一般情况下,调节pH后会提高电凝去除效率。这里的主要原因就是在电凝过程中形成的金属氢氧化物吸附废水中的金属。
表二:电凝前调节pH和电凝后调节pH对污染物去除的影响(V: 500ml,反应时间:15min,铁电极,电流密度:100A /m2)
3.3动力学建模
研究表明,去除废水COD以及金属离子可以通过电凝聚法产生金属氢氧化物的吸附作用以及调节pH来达到是金属离子沉淀而去除的目的。从这一方面,可以通过动力学建模的方法来验证。表三为拟一阶和拟二阶动力学模型的结果。考虑到回归系数,两个动力学模型得到的R2s都很高。由于拟二阶动力学模型的R2s值较高,因此拟二阶动力学模型对COD和金属的去除是
剩余内容已隐藏,支付完成后下载完整资料
英语原文共 8 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[275634],资料为PDF文档或Word文档,PDF文档可免费转换为Word
课题毕业论文、外文翻译、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

