英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
第30届中国控制会议论文集
2011年7月22 - 24日,中国烟台
基于labview实时视觉的铝合金脉冲MIG焊接过程监测
黄健康1 ,卢丽慧2 ,邵玲2 ,诗雨1 ,方鼎1
1、兰州市教育部有色金属合金及加工重点室
兰州理工大学,兰州730050,中国
E-mail: sr2810@163.com
2、甘肃市先进有色金属国家重点实验室,兰州理工大学
兰州730050,中国
E-mail: lulihui@126.com
摘要:一种实时同步采集和控制系统被设计出来为了满足使用虚拟仪器设计软件LabVIEW的铝合金脉冲MIG焊接过程的测量和控制要求。考虑到脉冲MIG焊接的特性,开发效率和控制响应时间,采用“数据采集卡 PC 实时控制器”的模式,并利用基于复杂信号处理算法的电压,电流和视觉信号的并行处理 硬件平台和COM技术。 测试结果表明,开发的平台可以在铝合金脉冲MIG焊接过程中实时,有效地采集和处理信息,并具有友好的程序接口和良好的可扩展性。
关键字:labview 脉冲MIG 实时视觉处理 COM技术
-
- 介绍
目前对铝合金焊接工艺控制的研究主要集中在TIG焊接方法,由于其简单控制和稳定工艺。铝合金MIG焊接[1],在其工艺过程中,参数之间存在非线性,强时变和强耦合效应,信号快速变化速度和干扰因素。 因此,准确和全面的焊接参数测试和分析是研究和控制焊接过程,确保焊接质量和改善焊接生产极为重要的研究问题[2]。因此,对铝合金脉冲MIG焊接过程中各种焊接特性信号的采集和焊接过程的实时检测特别重要。不同开发平台的众多学者需要大量的数据采集和控制的焊接研究[3-4]。
针对脉冲MIG焊接铝合金的特
点,硬件平台的实时控制被设计出来。在此基础上,通过使用LabVIEW
虚拟仪器,同步并实时开发了多数据
和控制系统的采集。平行处理电流,
电压和视频信号高速数据流在复杂信
号处理下实现了算法,用于进一步分
析和建立脉冲MIG焊接控制过程中铝
合金固化基础。
- 计算机硬件系统的设计
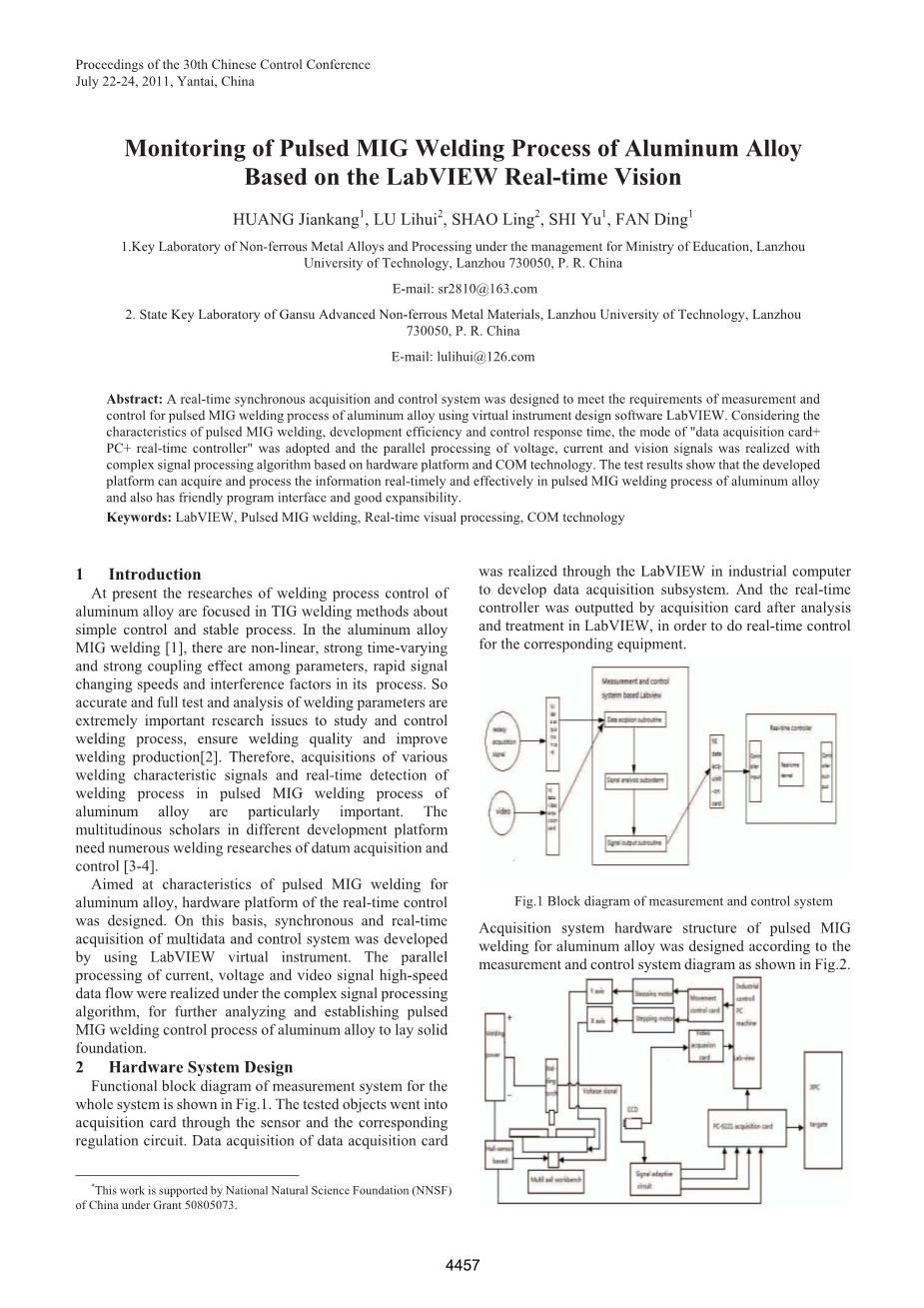
整个系统的测量系统的功能框图如图1所示。测试对象通过传感器和相应的调节电路进入采
*本工作得到中国国家自然科学基金(NNSF)资助50805073。
集卡。数据采集卡的数据采集是通过
在工业计算机实现LabVIEW开发数据
采集子系统。 在LabVIEW中分析和
处理后,通过采集卡输出实时控制
器,以便对相应的设备进行实时控
制。
图1:测量和控制系统框图
脉冲MIG的采集系统硬件结构铝合金焊接设计根据测控系统图如图2所示。
图2:测控系统的硬件结构
该系统包括德国DELEX VIRIO MIG-400L型数字控制电焊机,电焊平台和工业控制计算机设备。数据采集平台主要是松下CP-230型CCD摄像机,包括中性负X射线,窄带滤光片等光学元件。复合滤镜,变焦镜头,天明SDK-2000型图像采集卡; 数据采集卡PCL-812PG; MC6212运动控制卡; 霍尔电流传感器CSM400FA / 100mA; 驻极体电容传声器,光电阻和信号自适应电路。
实验选择NI PCI - 6221采集卡。 NIPCI - 6221(37针)DAQ数据采集卡有16个通道16位模拟输入通道和24条通道可以配备数字I / O和2条通道16位模拟输出。其接口是32位PCI接口,可以直接插入到计算机的扩展槽中供使用。
视频采集卡使用NI公司的PCI-1405,它有1条通道的NTSC,PAL,RS - 170或CCIR输入颜色/黑白采集8位数字化; Interlaces / non交错匹配的采集高速模式。
由于焊接工艺的复杂性,有许多干扰信号对所需的测量信号产生影响。仿真电路采用光电隔离电路HCNR201线性光耦合设计,以求测量精度和去除高频干扰信号设计如图3所示。
图3:隔离电路
- 格式化说明
LabVIEW(实验室虚拟仪器工程)是一个开发环境的程序,由美国国家仪器(NI)公司开发并建立在编程语言(G语言)上,易于使用的图形数据流。此外,它大大简化了过程控制和软件的开发测试。 LabVIEW已被工业界,学术界和研究实验室广泛采用。它被认为是一个标准数据采集和仪器控制软件。LabVIEW集成并满GPIB,VXI,RS-232和RS-485协议的硬件和全功能数据采集卡通信。它也适用于标准库功能内置如TCP / IP,ActiveX软件。与此同时,它提供了实现仪器编程和数据收集的轻松访问
系统。 LabVIEW是面向最终用户的工具。该程序的工作原理被研究,设计和测试。以及通过使用它的仪器系统来提高工作效率[5]。
3.1采集和输出子系统
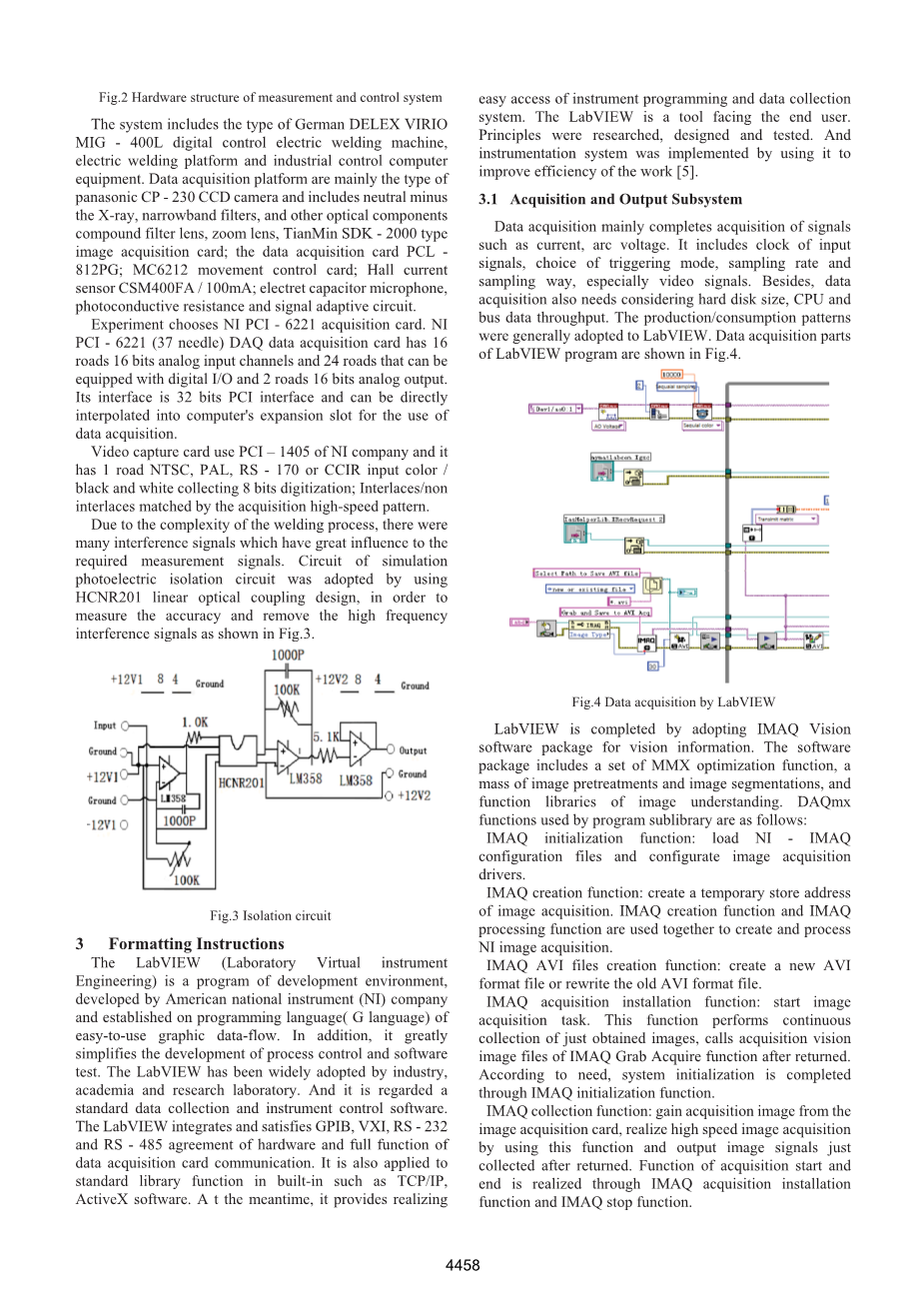
数据采集主要完成信号采集如电流,电弧电压。 它包括输入的时钟
信号,触发模式的选择,采样率和
采样方式,特别是视频信号。 此外,数据采集还需要考虑硬盘大小,CPU和总线数据吞吐量。 生产/消费
模式一般采用LabVIEW。 数据采集部
分的LabVIEW程序如图4所示。
图4 LabVIEW的数据采集
LabVIEW通过采用IMAQ Vision完成视觉信息软件包。软件包包括一组MMX优化函数,一块图像预处理和图像分割的质量,以及功能库的图像理解。 DAQmx程序子库使用的函数如下:IMAQ初始化函数:加载NI - IMAQ配置文件和配置图像采集驱动程序。IMAQ创建功能:创建临时存储地址的图像采集。 IMAQ创建功能和IMAQ处理功能一起使用来创建和处理NI图像采集。IMAQ AVI文件创建功能:创建一个新的AVI格式文件或重写旧的AVI格式文件。IMAQ获取安装功能:启动图像获取任务。此功能连续收集刚刚获得的图像,呼叫获取视觉返回后的IMAQ Grab Acquire函数的图像文件。根据需要,系统初始化完成并通过IMAQ初始化功能。
IMAQ AVI写帧功能:采集图像根据AVI文件名写入。
IMAQ停止功能:停止采集任务操作。 如果任务现在正在运行,此函数首先暂停任务,然后释放其所有资源。
IMAQ AVI关闭功能:关闭AVI指定存储文件。
IMAQ处理功能:破坏采集图像和
释放存储空间。
LabVIEW采集和输出的流程图程序如图5所示。
图5数据采集和输出的程序流程
3.2 LabVIEW和MATLAB无缝集成
针对大多数图像处理算法,特别是小复杂算法,计算能力优越矩阵为MATLAB软件,因此处理数值图像的算法很容易用MATLAB编程语言来实现。 所以如何把图像处理算法的MATLAB语言集成到LabVIEW软件中这是非常重要的。
LabVIEW和MATLAB之间的集成
三个解决方案[6]:
(1)使用MATLAB Script节点,采用MATLAB Script和安装MATLAB软件。
(2)调用MATLAB ACTIVEX服务器。
(3)使用COM技术和算法MATLAB开发编译成组件直接使用LabVIEW作为独立的COM对象。
脉冲MIG焊接铝合金的实时可视处理通过采用COM技术实现。首先,图像处理算法M文件被遵守通过使用MATLAB到dll后缀的COM组件COM Builder。 生成的COM组件是注册到环境操作系统。其次,通过调用LabVIEW的COM组件并执行二进制将具体算法集成到LabVIEW系统中。实时视觉处理程序LabVIEW和MATLAB之间的采集如下所示图6。首先,脉冲MIG焊接的视觉信号铝合金获得具有较强的功能LabVIEW数据采集。此外,数据转换对每个帧视觉信号进行。 因为MATLAB基于矩阵进行计算,进行原矩阵变换到阵列,制成视觉矩阵信号传送到COM组件,并获得结果计算分析。
图6:实时视频处理程序集成
LabVIEW和MATLAB在程序中,采用线提取算法文献[7]和焊池边缘的提取算法文献[8]中,以此获得焊缝宽度。 视觉收集频率为每秒25帧。
3.3系统测试
基于图像进行每秒25帧数据
COM技术的处理算法。 其处理速度比调用的LabVIEW软件MATLAB的脚本节点快。后者的速度只有每秒2〜3帧。 为了验证设计测量的可靠性控制系统,进行实时控制。目的是在脉冲MIG焊接工艺的铝合金中获得导线延伸和焊缝宽度像素价值的实时视觉处理,快速PC目标实时控制器形式线原型系统扩展和焊缝宽度输出到xPC目标使用PCI-6221采集卡。实时基准的焊丝延伸和焊缝宽度在dFig.7检测。它可以反映电线延伸和焊缝宽度的变化基本精度。
图7电线延伸和水池宽度的实时数据
4、结论
1、LabVIEW软件是通过使用虚拟设计的仪器和数据采集。脉冲分析系统开发了铝合金的IG焊接,随着时间的推移节省,方便,发展效率高。
2、采用COM技术的方法,把它移植到强大的LabVIEW采集控制中系统。 这是基于MATLAB复合焊接视觉处理算法和满足实时控制要求的焊接工艺。
参考文献
[1]王建军,林涛,陈善本。研究在TIG中熔池的图像获取方法焊接铝合金。中国焊接,13(2):115-118。
[2] MIG焊接过程的MIMO去耦控制铝合金具有不同的PI去耦补偿控制。兰州理工大学学报,2008,34(5):19-23。
[3]白少军,白丽军,尹树燕。弧光传感器跟踪监测控制系统基于LabVIEW.Cina Welding,2005,26(11):63-66。
[4]李文忠,燕娜芬,王兴。发展的基于LabVI的焊接测量与控制系统,上海交通大学学报,2008,42(11):32-34。
[5]程西辉,张英红,程希辉。 LabVIEW 8.20程序设计从方法到掌握。北京:清华大学出版社,2007。
[6]王俊,苏建波,西玉庚。基于Sofware设计COM用于多传感器机器人系统。数据采集和processing,2001,15(03):389-392。
[7]石玉,黄建康,范定。 铝合金MIG焊丝长度视觉提取算法和拉伸动态过程识别。 中国焊接,2007,28(08):1-4。
[8]石玉,范定,吴伟。铝合金MIG焊池形态处理方法的图像。中国焊接,2005,26(03):37-40。
[9]李忠建,杜娟。XPC驱动程序开发和应用在uav模拟中。 计算机测量和control,2009,17(3):590-592。
[10]杨彤,Gen Yang海,Yan Xu。飞机系统模拟和CAD。 哈尔滨:哈尔滨工业大学Press,2005。
2013 IEEE国际自动化科学会议和工程(CASE)
多通道路基温度采集系统
LabVIEW和串行通信
张军,盛杰琼,民叶,肖晓东,IEEE会员,姜成晨,宾邦
* Resrach由基础科学研究特别基金支持中央院校(CHD2012JC088和CHD2009JC152)和长安大学
张军:公路建设重点实验室长安大学教育部技术与设备,陕西,中国。(电话: 86-029-82334496,电子邮件:zhangjun@chd.edu.cn)
焦胜杰:公路建设重点实验室长安大学教育部技术与设备,陕西,中国。(电子邮件:jsj@chd.edu.cn)
敏叶:公路建设技术重点实验室和长安大学教育部设备,陕西,中国。(电子邮件:mingye@chd.edu.cn)
张晓东:西安机械工程学院中国陕西交通大学。(电子邮件:xdzhang@mail.xjtu.edu.cn)
姜城陈:西安机械工程学院中国陕西交通大学。(电子邮件:jiangcheng.0502@163.com)
宾邦:公路建设重点实验室长安大学教育部技术与设备,陕西,中国。(电子邮件:pangbin62@sina.com)
李金平:公路建设重点实验室长安大学教育部技术与设备,陕西,中国。(电子邮件:lijp@chd.edu.cn)
徐新新:公路建设重点实验室长安大学教育部技术与设备,陕西,中国。(电子邮件:442977939@qq.com)
摘要:旨在解决复杂问题的外部环境和不可能在观测路基温度场季节性霜冻区中连续自动测量,多通道路基温度测量系统由Pt100 RTD构成传感器,ATMEGA16L单片机,PCF8563时钟芯片,AT45DB041D外部存储器,AD7709 AD转换器和MAX3232串行接
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[138438],资料为PDF文档或Word文档,PDF文档可免费转换为Word
课题毕业论文、外文翻译、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

