
英语原文共 14 页,剩余内容已隐藏,支付完成后下载完整资料
热锻模的失效机理
摘要
本文介绍了热锻模表面发生的现象。由于文章篇幅有限,所以仅在此选择锻造齿轮的工具,因为它最具代表性,来介绍其表面层所发生的改变。在其他两个闭式模锻工艺中,即顶盖和支架的锻造,也能观察到同样的改变。这项研究借用有限元法,因为它能提供很多关于锻造条件的信息。工具上裂纹最密集的地方是其与锻造材料接触时间最长的面,而与所锻造的锻件数量无关。这项研究表明影响所研究的锻造工艺的最不利因素之一是机械疲劳,它会导致细裂纹很快发展成为网状裂纹,而这个网状裂纹则会延伸到整个工具/锻造材料。并且,模具的磨粒磨损很大程度上是因为材料的密集流动,而这个流动是在存在氧化物颗粒和刀头(由于热机械疲劳产生的)下进行的。本文使用Archard模型,尝试提出一种新的磨粒磨损模型。
1.介绍
热锻工具具有相当短暂的使用寿命,它取决于锻造工艺条件,工具设计,热处理(适合于工具材料),预制件的形状,工艺等等。为了提高在热锻和温锻工艺中使用的工具耐久性,在工具使用期间,我们需要精确的辨别出发生在它表面层的改变,这种改变是由各种失效机制导致的[1]。大约15年前在这个领域有很多的研究,但是由于当时科技水平的不足,人们很难去解释所研究的结果。然而,退化机制有着各种各样的解释,很多现象同时出现的事实使得这个问题更加难以解决[2]。大量观测发现冷成形如果有着过度磨损,那么工具疲劳裂纹就尤为重要,在热塑性成形中材料的塑性流动和热疲劳就至关重要[3]。最困难的情况是蜗杆成形,因为每一个情况都同样的重要。在这种情况下,工具必须能承受高压(如冷成形),并且同时也要能承受高温(如热成形)。根据Lange所言,在高温成型过程中,工具的使用寿命在70%程度上取决于磨粒磨损。然而,这个观点只是一个粗略的简化。因为主要的失效机理很大程度上取决于模具工作条件并且也可能因为工艺的不同而发生改变。此外,其他机理可能在模具的特定范畴中占据领导地位。看起来,虽然现如今研究能力有所提高,但是关于工具时效现象的问题还是没有解决[5,6]。发生在热锻和温锻模具表面的物理现象的强度取决于锻造工艺条件、锻造工艺设计、工具的热处理、毛坯外形和预锻件等。各种各样的因素对锻造工艺有影响,他们的相互作用使得研究更加困难[7]。到目前为止的研究已经指出关于模具的表面层,列举在下面的磨损机理是很重要的。
磨粒磨损是由材料损失引起的,它主要是通过从表面分离的材料颗粒。当接触部分的摩擦区域有着磨粒颗粒,或者更硬的材料突起,情况会加剧[8]。
粘着磨损发生在摩擦副局部接触面,然后有金属屑粒从零件表面被拉拽下来或金属黏着在摩擦副表面。在高单位压力下的低速滑动摩擦下,如果两个摩擦表面的颗粒距离足够近以致它们的分子间结合力足够强,则很容易发生粘着磨损[9]。
氧化磨损是处于摩擦下的金属元素表面降解的过程,它是由于氧化物涂层的分离引起的,而这种氧化物涂层是由氧在摩擦区域吸附和氧扩散进入
弹塑性变形的金属而形成的,并且还经常伴随着固溶体膜的形成。这种磨损发生在氧化层的形成速率高于磨损引起的表面退化这种情况下[ 10 ]。
热机械疲劳磨损是局部磨损的一种,它的内聚损失和由此产生的材料损失是由材料疲劳引起的,而材料疲劳是由于相互接触的表面层的循环接触应力的作用导致的。由于表面层内的应变积累是由于内部应力和外部载荷和热载荷所产生的应力叠加引起的,因此,金属离开了基底。
在锻造过程中,造成大量的工具的损坏或磨损的另一个破坏性因素,是模具印模和冲头的永久变形。我们在设计锻造工具(特别是易受塑性变形的影响)的时候,必须确保等效应力sigma;在任何情况下都不能超过材料屈服应力[ 13 ]。
特定工艺对模具的表面层和磨损的影响通常单独分析。至今还没有全面且详细的描述能解释磨损的物理过程,它需要把所有与之相关的现象考虑进去,其强度取决于锻造参数和在模具上的位置,这反过来又决定了接触时间和温度的变化。
今天,计算机应用如CAD/CAM/CAE,它们大多基于有限元法,而且使用在金属成形工艺(包括锻造工艺)的设计,分析和优化中。尤其在在设计新的金属成形工艺的时候[14,15],它就显得非常方便。计算机工具有助于发展能够制造复杂产品的新技术,特别是汽车行业。至今已经进行过大量的研究,这些研究使用有限元方法并且利用由Archard提出的模型去计算磨粒磨损量[16]。Abachi等人[17]利用Archard模型确定了冲模表面的不同点的磨损系数。Kang等人[18]提出了一种结合热软化的磨损模型,并用它来计算温锻模的磨损曲线。Kim等人[18]使用有限元法,得出热锻过程中的塑性变形与磨损都会减少模具的使用寿命。Gronostajski等人[20]提出了一种基于有限元的专家系统,用来预测刀具的耐用度。
考虑到现在的研究能力比20年前有很大进步,有限元方法提供了很多关于工艺参数的信息,激光扫描系统以高分辨率、更加详细的微观检查和更深入的检测失效现象,检测了刀具磨损的情况[21、22、23]。本文对热锻工具失效机理进行了详细分析,借助有限元方法提供的大量有关信息,例如,工具中的温度分布,刀具上的法向应力等,这些信息会有助于解释锻造工具的失效机理。
2.调查过程记录
热模锻工艺包括几个工步。第一个工步通常是开式模锻,在这个过程中,成形了预制件,并除去了氧化皮。由于预制件的公差远低于最终产品,所以工具的磨损不是那么重要。一般来说,工具有一个没有任何尖角的简单的形状,并且其应力远低于下一个工步。通常工具只是热处理,没有额外的硬化层。一般来说,在这个工步中模具是既不需要润滑也不需要冷却。在接下来的工步中,闭合模锻发生,这需要更大的压力并且对锻造的尺寸有更严格的要求,比如渗氮或冷却模具以减少它们的磨损是至关重要的。
作者在不同的锻造公司进行了非常广泛的工具耐用性的研究。研究了三个有着类似工具磨损的具有代表性的锻造过程, 分别是一个齿轮、一个盖和一个轭架的锻造。由于本文的篇幅有限,主要提出工步2的过程1中所使用的凹模的表面变化,因为它最具代表性。在其他封闭式模锻工步中也可以观察到类似的变化。
2.1.齿轮锻造
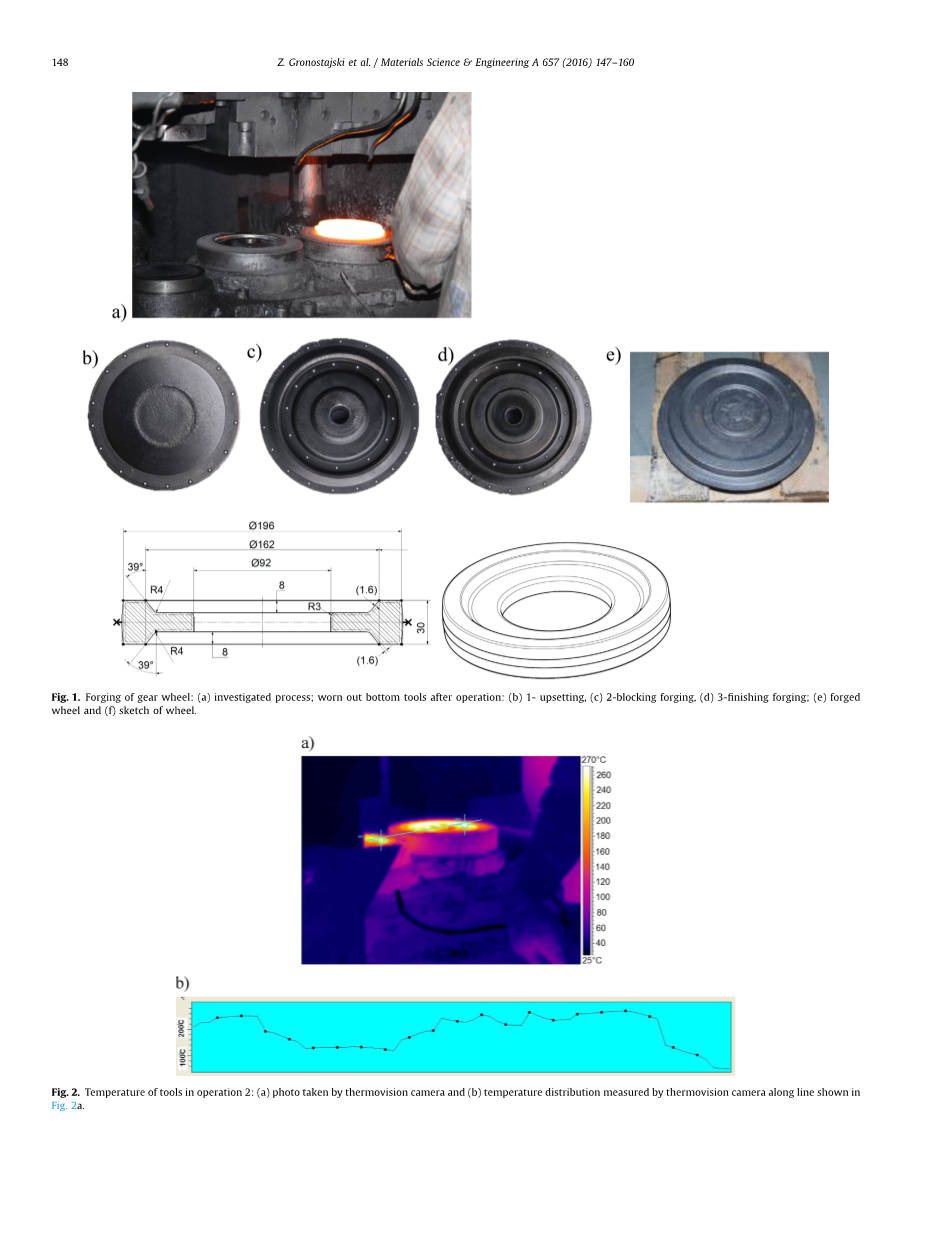
该过程进行了连续三个工步:1)镦粗、2)预锻和3)终锻,所使用的是一个25百万吨位压力机(图1a)。研究过程中使用的工具是由工具钢H13(1.2344钢)制造的。在热处理后,工步2和3的工具进行渗氮使硬度达到了1100 - 1200 HV。渗氮层约0.2毫米厚。每个工步的工具的平均寿命是:工步1-约3万锻造单位,工步2 -约8000个单位和工步3 – 约2万个单位。使用石墨悬浮液(4%石墨和96%水)润滑工步2和3的工具。磨损的工具如图1b-d所示。
图1 齿轮的锻造:(a)所研究的工艺;操作后工件底部的磨损:(b)1-墩粗,(c)2-预断,(d)3-终锻;(e)锻造的齿轮(f)齿轮的零件图
研究精确控制了预制件和工具的加热温度。使用热成像相机、高温计测定工具的温度分布,与此同时,使用热电偶来测量钢坯的温度(图2a)。需要注意的这样一个事实,测量温度的工具,其发射率系数是在0.9 -0.95范围内并且工具是没有光泽的。工具温度的分布如图.2b。最初的钢坯温度为1150 - 1170°C(锻造温度)。由于在第二和第三操作中使用石墨悬浮液润滑了工具,所以它们在第一,第二和第三工步中的工作温度大约分别是500°C,250°C和250°C。手动进行锻造。一个周期的时间是14 - 17秒。锻件的材料是1.7147钢。
图2 工具工作温度 (a) 通过热成像相机拍摄的照片 (b)沿线所示的用热像相机测量的温度分布,如图2a.
3.工具截面磨损分布
在工步2中,我们对下模(其使用寿命最短)的表面层的变化进行了研究。所提出的结果是3套工具的平均值。
使用GOM ATOSⅡ光学扫描仪来测定工具特定区域的磨损程度。这台机器的规格是:每次可扫描1400000个测量点,每次可测量250*200*200立方毫米的区域,它的精度为0.05毫米。这台扫描仪能够扫描到锻造过程前后的模具的活性表面。对得到的图像进行比叫,结果发现,与锻件的数量无关,最密集的磨损发生在工具与正在锻造的材料接触最长的地方,即在第1处和3处(飞边处)(图3)。
图4显示了在锻造500,1850,4300和6900件后,模具上所选定区域(沿着最大磨损的方向)的横截面的最大磨损(标记在图3)。
图3 锻造4300个工件后的磨损分布
图4. 模具在选定区域(如图5所示)截面的最大磨损
4.有限元确定模具载荷
为了确定锻模磨损的强度,我们必须知道它的工作条件,如:环向应力和径向应力,温度变化,法向应力,滑动距离、相对滑动速度和接触时间。测定坯料和模具的初始温度,而用有限元法计算工作过程中的温度变化。用有限元法测定环向应力和径向应力,法向应力,滑动距离,相对摩擦速度和接触时间。
通过使用MSC.MARC软件用锻造工艺的技术文件来构建轴对称应变状态的有限元模型,这个技术文件包括工具的图纸,压力机规格和特定工步的锻造时间。
在数值模型中假定工具是可变形的。为第一个和第二个锻造工步所建立的模型示意图如图5所示。材料的数据,即热膨胀,比热容,热导率,杨氏模量温度依赖性和泊松比(以及应力-应变,应变率和钢坯的温度),是从MATILDA材料数据库中导入的。在镦粗试验中用Gleeble模拟机测定了预成型材料的应力-应变曲线。初步的有限元模拟显示应变从0.1变化到100 S-1及温度变化范围是从600到1200°C. 在Gleeble试验中温度分别为:750、850、1050、1250°C和应变率分别为:0.1、1、10,100 S-1。使用弹性模量为2 *105 MPa的弹性材料模型来描述模具。
图5 成行工艺模型:(a)第一个工步 (b) 第二个工步
根据在实际过程中测量的初始温度,在有限元使用中我们假定如下温度:预成型件为1160°C,第一个工步中的工具为 500°C(未被润滑的模具并且在第二个和第三个工步的工具为250°C。接触热交换系数的和与环境的热交换系数我们分别假定为2500和35 W /(M2 * K)。在第一个和第二个工步的模型选定为轴对称情况下的任意四边形单元。钢坯网格划分为1780和3007个元素。第一个工步的上工具划分为1680,下工具划分为1750个元素。第二个工步的上工具划分为3922,下工具划分为3995个元素。通过比较从模型中获得的力和在24MN压力机上测量的正应力,确定库仑摩擦系数为0.35。
通过比较有限元分析中获得的零件和真实零件的形状,证实了建模的正确性。经过第一个和第二个锻造工步后锻件的形状比较如图6。锻件横截面的结构和连续工作中的应变分布证明了这个过程的数值模型能可靠地描述材料的塑性流动。
图6 锻件的形状:(a) 宏观–第一个工步后的Jacewicz试验(宏观腐蚀过程)(b) 第一个工步后塑性应变分布(c) 宏观–第二个工步后的Jacewicz试验(d) 第二个工步后塑性应变分布。Jacewicz试剂的化学成分:38cm3 HCL 12cm3 H2SO4(1,83) 50 cm3 H2O。材料是地面。在60 - 70°C下1 - 2小时刻蚀。
由于应力和径向应力对表面裂纹至关重要。因此,我们必须首先确定它们的大小(通过有限元分析)(图7)。
图7 工具的最大应力:(a)环向应力(b)径向应力
所确定的应力最大值达到了2000 MPa以上。环向应力略高于径向应力的,在区域1达到了最高值,而在区域3它们只在桥的最边缘处达到高值。在区域2,应力达到了1100 – 1300MPa。
图8显示了工具锻造之后即时的温度分布,它是通过模型确定的。
图9显示了正应力在横截面上的分布,它是通过有限元建模确定的。最高的正应力发生在区域1,约1000MPa。在区域2和区域3的正应力分别约为600MPa和500Mpa。
图8 从有限元模型中得到的锻造后工具的温度
图9 从有限元模型中得到的横截面上正应力分布
材料损失引起了磨料磨损,它主要是通过材料颗粒从表面分离,而且它主要取决于材料硬度、法向压力和滑动距离。根据Archard(1953)方程,硬度较低,较高的压力和较大的滑动距离通常会导致较大的磨粒磨损。通过有限元分析测出了滑动距离(图10)和最高压力(图9),表明最大的磨损应在区域1。这不适用于区域2和区域3。然而,即使区域2和区域3正应力、滑动距离和硬度(渗氮工具)相同,可是区域3真正的磨损比区域2高10倍(图4),
5.磨料磨损模型
根据文献的主题,在成形过程中,高温下模具材料的损失在70%的情况下取决于磨料磨损,并且他可以由Archard方程计算。
与Archa
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[139387],资料为PDF文档或Word文档,PDF文档可免费转换为Word
课题毕业论文、外文翻译、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

