
英语原文共 16 页,剩余内容已隐藏,支付完成后下载完整资料
注塑模具设计中流道系统的椭圆形横截面形状
Mehdi Moayyedian bull; Kazem Abhary bull;Romeo Marian
收到:2015年6月3日/接受:2016年7月21日/在线发布:2016年7月27日中央塑料工程技术研究所2016年
摘要:本文提出了模具中流道系统新横截面形状设计的注塑工艺。新的几何形状的目的是减少废料,循环时间和易于从模具工具中排出流道系统。对于厚度为1mm的两个圆形平板,提出了具有不同比率的流道的椭圆形横截面形状。在SolidWorks Plastic中使用有限元方法(FEM)来模拟注入的零件。在注塑过程中塑料部分的短射缺陷由SolidWorks Plastic分析,以验证新建议的几何体。对于新的几何形状进行聚丙烯圆形平板的注射成型工艺的实验研究。所选择的输入机器参数是填充时间,熔体温度,模具温度,保压时间和纯冷却时间。研究结果表明,与圆形横截面相比,与新的几何形状相关的短射缺陷以及废料和冷却时间分别显着降低25和2.5%。流道系统与模具壁的接触表面的减小改善了流道系统从腔中排出的容易性。这项研究的贡献是设计一个新的几何形状的冷流道系统,以减少废料、循环时间,还提供了在注塑成型中的容易弹出浇注系统。
关键词:注塑成型工艺,模具设计,流道几何形状,短射缺陷
介绍
过去一个世纪观察到塑料迅速增长并扩散进入所有市场。根据世界原材料消费量的量,与其他旧材料相比,如铝,钢,橡胶,铜和锌,塑料是最高的。这是因为塑料特定的性质和较低的生产成本[1,2]。注塑成型是最重要的塑料制品的制造过程,约三分之一塑料通过注塑成型转化为部件[3]。应用的注塑工艺在许多行业显着增加,如包装,航空航天,建筑和建筑,汽车零件,家用物品等[1,3,4]。注塑成型的质量取决于材料特性、模具设计和工艺条件[4-7]。注塑成型的三项基本操作是:(1)塑料颗粒转化熔化;(2)将熔融塑料通过浇口,浇道和浇口系统注入到一个或多个模腔中;(3)模具工具打开以脱出部分型腔[1,8,9]。
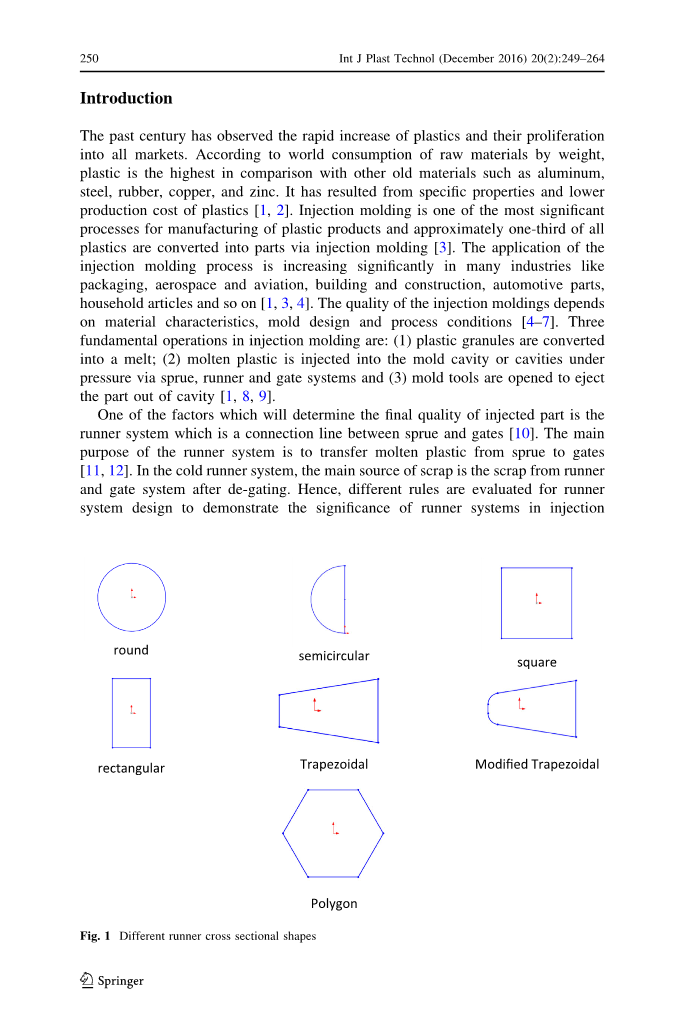
决定注射零件的最终质量的因素之一是浇道系统,它是浇口和浇口之间的连接线[10]。流道系统的主要目的是将熔融塑料从浇道转移到浇口[11,12]。在冷流道系统中,废料的主要来源是脱气后的流道和浇口系统的废料。因此,针对流道系统设计评估有不同的规则,以说明流道系统在注射成型中的重要性,例如(a)较小的流道尺寸以最小化废料;(b)容易从模具中弹出并从模制部件中移除;(c)用最小的凹痕和熔接痕快速填充空腔[13,14,15,16]。流道系统设计中的三个基本因素是横截面形状、直径和腔体布局[13]。对于不同的应用,流道系统有7种类型的横截面形状[13,14,17](图1)。根据要求,选择不同类型的流道横截面[18]。
图1:不同的流道横截面形状
本文的贡献是定义椭圆或半椭圆几何用于流道系统作为针对较小流道的有效横截面形状尺寸以最小化废料,与圆形相比,减少总循环并且更容易地从模具工具中推出部件。 此外,这项研究显著的现象与工艺参数相关,并且新的几何形状的流道系统的检测将在另一篇文章中发表。
本文介绍了流道系统的椭圆形横截面形状的设计标准,以及圆形和半椭圆形流道之间的比较。 以作者最好的认知,有很多论文研究工艺参数和注塑成型材料的特性,其中一些包括流道、注入口和浇口,但以作者的最好的认知,并没有参考分析和模拟椭圆交叉流道系统截面形状的论文。
本文基于尺寸和注射部分的几何形状来进行流道和浇口系统的设计。然后,通过SolidWorks设计带浇道和浇口系统的注入部分。为了准确的模拟结果,有限元法FEM)在SolidWorks Plastic中使用。 最后,为了验证模型,对两个圆形注射板进行实验方法。
浇注系统的横截面形状
流道系统的主要目的是通过浇口将熔融塑料从浇道转移到所有型腔。流道系统有不同的横截面形状并且它们中的每一个具有不同的应用[11,17](图1)。设计师应该通过为一个特定的产品评估不同的因素来为其流道系统选择正确的几何形状。对双板模具来说最受欢迎的,也是最高效的流道系统形状是圆形。对三板模具来说,如果浇道是只能在模具的一半中制造,梯形和修改的梯形是最好的选择,但仍然是不可接受的,因为浇口不能定位成与中心流动流体[14]成一直线。因为尖角的缘故,将浇道系统从矩形,方形和多边形的型腔中取是具有挑战性。如果设计者不能确定适当的所需流道系统的横截面形状及其尺寸,压力下降并导致型腔的不完全填充和向模具壁的高水平热传递 [13,17,19]。因此,流道系统的各种横截面面积被认为调节流体导致更好地注塑成型。最后,对于实现最佳流动,从而导致好的产品具有较少的缺陷来说,流道的形状和尺寸是至关重要的[20]。
椭圆形横截面形状的流道系统
在注塑成型中,流道系统最常见的横截面形状是圆形。 在选择圆形用于特定零件设计时,三个主要元素是(a)较小的流道尺寸以最小化废料;(b)容易从中弹出模具工具;(c)用最小的凹痕,焊缝快速填充空腔,并且没有短射 [13-15]。 本文的目的是研究新的流道系统几何形状以导致最少的废料,被定位在流动中心线的浇口,适当地充满型腔,并方便地从模具中轻松弹出零件。 为此目的,椭圆形或半椭圆形的横截面形状已被调查并准确地与圆形横截面形状的浇道系统进行比较。
为了证明流道的椭圆形截面形状的重要性,需要评估流道系统的其他几何形状。最好的现有的是矩形和正方形这两者的比较。 矩形是一种有不同宽度的正方形。与方形流道相比,在设计中矩形流道系统的宽度尺寸有三种不同的比率[17](图2)。 根据不同的应用,选择不同的宽度比的矩形流道系统。 相比于方形流道,矩形形状流道系统的优点是废料少,而且更容易从模具工具脱出。由于减小了方形的宽度,压降是这种几何形状的缺点之一 [17]。
图2:正方形与长方形流道系统的比较
图3:圆形和椭圆形流道之间的比较
圆和椭圆之间的比较类似于方形和长方形。 如图3所示,D是圆的直径,a是长轴长度,b是椭圆的短轴长度。 主轴长度固定,根据不同的工业应用,短轴长度具有不同的比率(图3)。 就这样导致进一步减少废料,更容易将塑件排出型腔,并且进一步减少循环时间。 对于不同的部件,这个因素将会改变。因此,b的不同比例取决于部件设计的许多因素,如尺寸和厚度。
椭圆形流道系统相对于圆形流道系统的优点如下:
1、减少废料:浇道和浇口系统的尺寸和体积是根产品废料的根本原因。 因此,与圆形流道相比,椭圆形流道导致较少的废料。
2、更容易从型腔中脱出零件:冷却后的椭圆形流道系统与圆形相比具有较少的与模具壁的接触表面,这导致注射部分更容易从型腔中脱出。
3、循环时间缩短:椭圆形流道需要较少的熔融塑料; 因此包括注射和冷却阶段的循环时间会减少。
4、浇注系统浇口的中心流体:在大多数浇口设计中,椭圆形流道有中心流体,能够减少熔融塑料到型腔的湍流。
椭圆形流道系统的设计计算
流道系统设计过程中,需要考虑不同的规则,如快速填充腔,更容易从腔排出,更小的流道尺寸以最小化废料等等[13,21,22]。
浇口直径由公式1决定:
d=NC (1)
其中A =产品的总表面积,单位为mm2,N和C是经验因子如表1所示。对于大多数情况,此方法提供了一个浇口的合理结果[13]。
表1:经验因子C和N
经验因子C和N
产品壁厚(mm) 0.75 1 1.25 1.5 1.75 2
C值 0.178 0.206 0.230 0.242 0.272 0.294
不同材料的N值
0.8(PA) 0.6(PE,PS)
0.9 (PVC) 0.7(PC,PP)
对于产品重量达到200克,厚度大于3mm的,流道直径可以参考公式2:
其中W是产品的重量,L是流道的长度。
由于以下原因,流道和浇口尺寸的计算是必不可少的[23]。
1、大流道和浇口需要更长的冷却,这会延长成型周期;
2、依据注入型腔和每小时加热缸可以塑化的千克量,需要从机器容量中减去大的浇注系统增加的重量。
3、大流道生产更多的废料,必须接地和后处理,这会导致较高的操作成本和增加污染的可能性。
4、在两个板的具有多于八个型腔的模具中,流道系统明显地增加了腔的投影面积导致有效夹紧力减小。
由于上述原因,所以需要精确计算流道系统。注射成型的主要缺陷之一是短射。这意味着型腔不能正确填充,这涉及错误的尺寸和几何形状流道和浇口系统。本文将为两个直径100mm、厚度1mm的薄圆盘设计两个不同比例的椭圆形的流道系统。 选择直径为100mm圆形样品的原因是确保注入过程不含复杂的设计元素,如角、凸台等。同样,厚度为1mm的样品表示注射部分的灵敏度。 如果注射部件的短射被1mm厚度消除;可以考虑流道系统的新几何形状在不同厚度和几何形状中的应用。
第一步是计算每个具有1mm厚度和100mm直径的型腔的浇口。有两个厚度为1 mm的圆形部分的原因是为了消除敏感条件下的任何缺陷,以便它是可以使用用于任何厚度的新的横截面。根据图1和表1,应评估以上因素。 该计算所选择的材料是聚丙烯(PP)。
1、A =产品的总表面积(mm2);
2、根据所选材料选择的N值;
3、产品的厚度。
第二步是计算流道尺寸。 根据式 2,应评估以下因素:
1、根据所选材料确定注射部分的重量;
2、流道系统的长度。
最后,流道系统的直径是2.8mm,但是对于圆形横截面形状而言。对于椭圆形横截面形状,存在为长轴(a)和短轴(b)的两个轴。通过考虑a作为固定尺寸和b作为变量,在不同应用中具有不同的流道尺寸比。
为了确保圆形横截面形状的计算是正确的,另一个要评价的因素是沿着流道长度的最大压降。 如果根据最大压降为70MPa计算流道长度,具有安全工作数字。这意味着如果计算流道系统的压降低于最大压降,流道系统设计的计算是令人满意的[13]。对于大多数注射成型条件下,下列方程给出令人满意的结果[13,24]。
其中c是剪切速率,Q是流速,g是材料在熔融温度下的粘度,P是压降,s是基于材料的最大剪切应力,L是流道的长度,r是流道的半径。 聚丙烯最大剪切应力为为0.25 MPa [13]。
由于结果远远低于最大压降70 MPa,流道长度是令人满意的。 结果,椭圆形横截面形状也满足0.7b,如下所示:
0.6b的结果不令人满意,因为压降高于注射部件的最大压降。
模拟
在设计两个圆形零件作为此应用的两个样品后,下一步是通过SolidWorks Plastic来模拟零件。对于模拟,需要定义注射系统。因此,应考虑设计浇口、浇道和浇口系统,考虑以前的计算(图4)。 设计椭圆形截面形状的比率为0.7b。
为了确保分析结果足够准确,FEM将在模拟中发挥重要作用。根据样本的几何形状,三角形的形状将选择FEM(图5)。此模拟的所选材料为聚丙烯(PP)。评估不同尺寸的表面网格和从不同的三角形尺寸的表面网格,注射部分选择的三角形尺寸为1 mm。对于包括浇口,浇道和浇口的注射系统,选择更小尺寸。这是由于注射系统的灵敏度临界区决定的。因此,对于直浇口和浇道的三角形尺寸为0.3mm,用于用于椭圆形和圆形横截面形状的流道的三角形尺寸为0.2mm。网格的精度通过网格细化来确定研究。对于具有直径为100mm的两个圆形部件,流道和浇口长度总共为28mm。此外,浇道具有60mm长度,拔模角度1.5度。
图4:带注射口,流道和浇口系统的注射样品
图5:横截面形状为椭圆形的流道的有限元分析
图6:容易用椭圆交叉填充注射部件
下一步是设置适当的过程参数。 根据该模拟所选择的材料和注塑机,填充时间为0.59s,熔体温度为230℃,模具温度为50℃,保压时间为2.04s,纯冷却时间为3.9s。 如前所述,包括浇口、浇道和浇口的注射系统的几何形状和尺寸对操作周期时间、冷却时间和不同缺陷(例如凹痕,短射等)具有显着影响。在运行模拟之后,根据新的几何形状和尺寸检查新的流道系统的可接受性。检查的主要因素是容易填充、填充时间分析、下沉标记分析和在注射结束时的注射压力,如图1所示。如图6所示,椭圆形横截面的填充容易性是处于最可接受水平的绿色区域。
注射成型的一个常见缺陷是短注射,如果流动距离长,则会发生在薄壁或远离浇口的位置[26]。 根据模拟结果,该部分可以成功填充,甚至如图2所示的椭圆形横截面的填充时间。 图7a是横截面形状低于流道的圆形横截面形状(图7b)的横截面形状。
图7:椭圆形横截面的填充时间,b圆形横截面的填充时间
图8:a椭圆形横截面的流动前沿中心温度,b圆形横截面流动前沿中心温度
防止注射部分短射的另一个因素
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[140694],资料为PDF文档或Word文档,PDF文档可免费转换为Word
课题毕业论文、外文翻译、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

