
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
Yb掺杂YAG陶瓷的制备和表征
Jan Hostascaron;a a,b,*, Laura Espositoaa, Daniele Alderighicc, Angela Pirricc
摘要:本文介绍了通过固态反应烧结制备作为激光源的多晶Yb:YAG陶瓷的结果,其掺杂浓度从0到20%。将纯的氧化物粉末以及作为烧结助剂的TEOS混合通过冷等静压成形制备样品。烧结是在高真空洁净气氛中进行的。我们尝试了各种烧成制度因此可以根据Yb浓度选择合适的条件。样品透光率在80%以上,并且已测得它们的激光性能。Yb掺杂浓度为10%的样品其斜率效率高达73%,最大输出功率为6W。最后通过光学显微镜、扫描和透射电子显微镜和EDS分析了样品的微观结构。
- 引言
多晶Yb:YAG是用于高功率应用的理想材料,因为陶瓷工艺固有的灵活性使其能够在高掺杂度下设计成结构复杂的激光源,这使它比常用的Nd:YAG[1-3]更有吸引力。稀土掺杂的YAG陶瓷经常被拿来与单晶体进行比较并将取代晶体,它们是最广泛生产的透明激光陶瓷之一。目前典型的是Nd3 和Yb3 离子的掺杂[4,5]。钕的使用最为广泛,但它具有一定的局限性,即钕的最大浓度(2 at.%),而YAG中镱的含量可以比钕高一个数量级。这是由于Yb3 离子半径较小、电子结构简单,仅有两个能级,2F7/2基态和2F5/2激发态,使其激光跃迁的量子效率可以达到很高。另外,由于Yb:YAG在900至980nm有光的吸收,可以通过高功率铟镓砷二极管泵浦,产生高功率激光和超快飞秒激光[6,7]。此外,Yb:YAG比Nd:YAG[8]的受激态寿命更长,且其热负荷更低,因此是大功率激光应用的理想选择。最后,与单晶相比[9],Yb:YAG陶瓷在高浓度掺杂时不容易发生浓度猝灭。而更高浓度掺杂的重要性也在持续增加,如应用在薄片激光器结构中。
应用于激光器的透明陶瓷必须满足高质量,即透射率接近理论最大值,特别是散射引起的损耗尽可能低。影响透明陶瓷的光学性质的关键因素是潜在的杂相和空隙[10]。此外,杂质可以通过激活竞争性非辐射复合通道来降低量子效率[11]。
Ikesue[12]提出了两种制造方法之一的添加TEOS作为烧结添加剂的氧化物粉末固态烧结的方法,另外一个制备方法是烧结共沉淀法得到的YAG粉末。
在有关这个主题的文献中[13,14],关于Nd:YAG的最好的烧结机理虽然还没有统一,但是经常能观察到Nd3 和烧结添加剂(Si)对烧结过程的协同作用。但这并不适用于Yb:YAG,因为Yb不能烧结成形[15]。原因可归因于离子直径:因为Nd3 半径大于Y3 ,替代的Yb3 半径稍小,从而引起更少的晶格应变,并且不易在晶界处偏析。
至于Yb掺杂YAG的限制,由于Y3 和Yb3 的离子尺寸相差很小,晶体结构允许Yb3 完全替代Y3 形成YbAG,它和YAG是同构型的。激光应用中的局限性在于,当活性离子彼此太靠近(小于1-2nm)时,它们的相互作用会降低高能级寿命[9]。此外,通过多个Yb3 位点的相互作用引起激发态电子在导带中的跃迁,非线性损失机制可以在高掺杂和高能态的高密度下诱导得到[1,5,9,16,17]。
在本文中,我们介绍了通过固态反应烧结制备掺杂浓度为0至20 at.%的多晶Yb:YAG陶瓷,并且表征了它们的物理性质和激光性能。
2. 实验
2.1. 粉末准备
使用市售氧化物粉末制备陶瓷样品;关于粉末的详细信息参见表1。制制备Yb掺杂浓度分别为0,1,5,10和20 at.%的YAG样品,即从Y3Al5O12至Y2.4Yb0.6Al5O12。使用相对于固体质量0.5%的原硅酸四乙酯(TEOS,99.999%,Sigma-Aldrich,USA)作为烧结添加剂。通过用99.99%氧化铝球在无水乙醇中球磨72小时,将粉末混合并均化,然后将浆液通过喷雾干燥(Mini Spray Dryer B-290,Buuml;chiLabortechnik AG,Switzerland;用Inert Loop B295去除有机溶剂)进行干燥。喷雾干燥的细节已在别处进行了描述[15,18]。 使用聚亚烷基二醇(KM 5140,Zschimmer&Schwarz,Germany)作为有机分散剂制备浆料,。
表1:市售氧化物粉末性质
2.2. 样品制备
通过单轴压制和等压压制(250MPa),然后在空气中600℃下除去溶剂制得片状样品(直径15mm,厚度几毫米)。在钨钼炉中抽高真空(0.00001mbar),并在1700℃的温度下16小时或1735℃进行2,8和16小时以及1750℃16小时的烧结。 烧结完成后,样品在1100℃退火100h,Y2 和Yb2 会被氧化成Y3 和Yb3 ,氧空位消除。
2.3. 微观结构和光学性能的表征
将烧结和退火的样品抛光以获得光学性能平整表面。用具有0.5mm狭缝的UV / Vis分光光度计(Lambda 35 UV / Vis,Perkin Elmer,USA)测量光学透射率。
通过配备了EDX的SEM(Leica Cambridge Stereoscan 360)、ESEM(LEO 438 VP)、TEM(FEI Tecnai F20 ST)和光学显微镜(Leica 301-371.011)的测试结果得到烧结样品的微结构和组成。 通过对SEM和光学显微镜的图像分析得到晶粒尺寸。
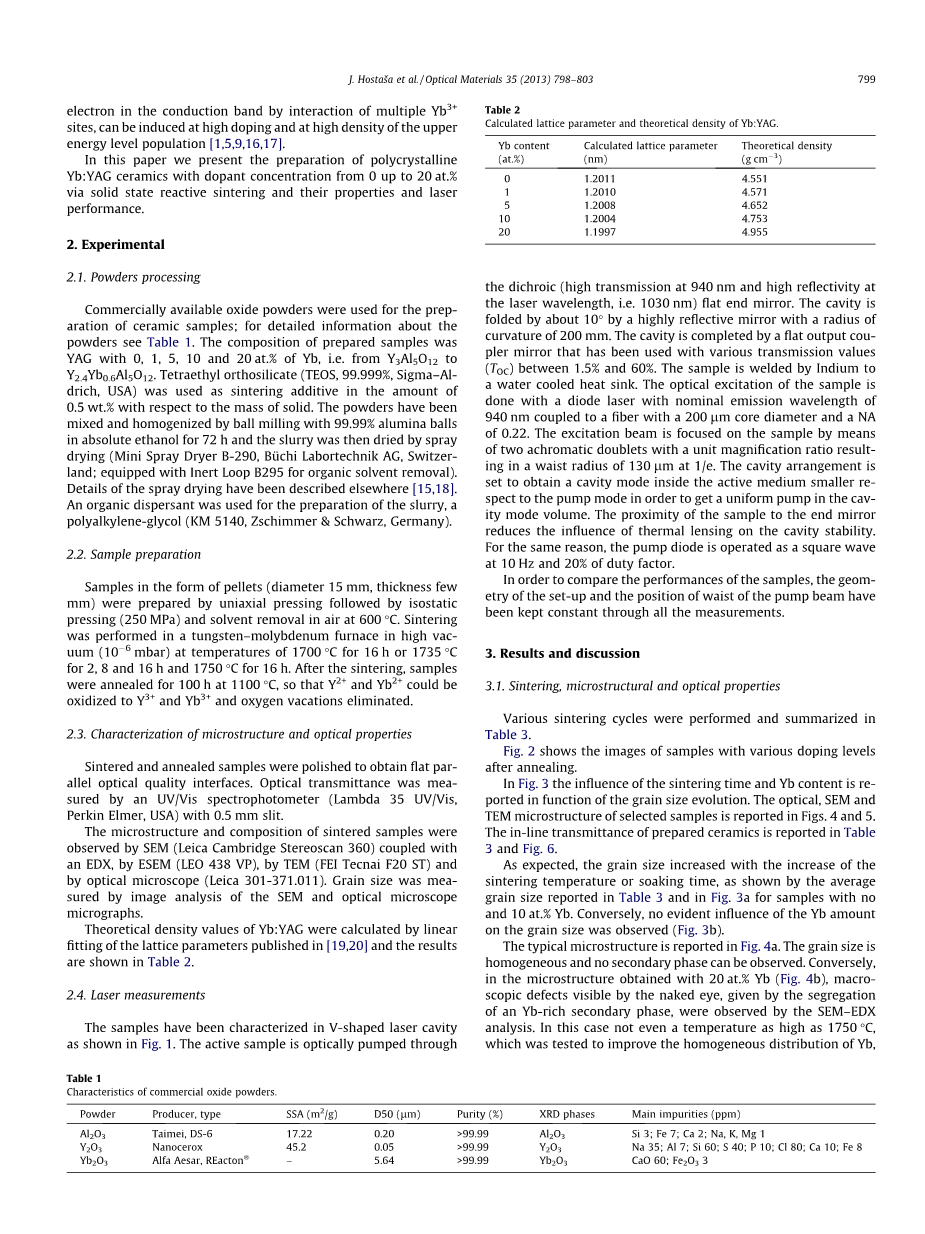
Yb:YAG的理论密度值由在[19,20]中所报告的晶格参数通过线性拟合计算得到,结果如表2所示。
表2:计算的晶格参数和理论密度
2.4. 激光测试
图1:激光表征设置D1=85mm,D2=240mm
样品已经在如图1所示的V型激光腔中表征。活性样品通过平端二向色镜(对940nm波长的光有高的透过性,而对激光波长即1030nm的光具有高反射性)光泵浦。腔体通过一个曲率半径200mm的高反射镜折叠近10°。腔体由一个可用在透射值(TOC)在1.5%至60%之间的输出耦合反射镜组成。样品由铟焊接到水冷散热器。样品的激发光源为接到芯直径为0.2mm,数值孔径为0.22的光纤上的标称发射波长为940nm的二极管激光器。激发光束通过具有单位放大率的两个消色差透镜聚焦在样品上,导致1 / e处的束腰半径为0.13mm。空腔的布置被设置为在源介质内部获得相对于泵浦模更小的腔模,以便在腔模内获得均匀的泵浦。 样品与端镜的距离降低了热透镜对腔体稳定性的影响。 同样的原因,泵浦二极管以10Hz和占空比为20%的方波运行。
为了比较样品的性能,在所有的测量过程中的几何设置和泵浦光束的束腰位置都保持不变。
3. 结果与讨论
3.1. 烧结、微观结构和光学性能
表3:制备样品的组成,烧结条件,光透射率和晶粒尺寸
图2:Yb浓度为1at.%、10at.%、20at.%经过烧结和热处理后的照片,直径约12mm,厚度1-2mm
图3:烧结时间(a)和Yb浓度(b)对晶粒尺寸的影响
表3总结了各种尝试过的烧成制度。
图2为了不同掺杂浓度的样品退火后的图像。
图3显示了烧结时间和Yb浓度对晶粒尺寸的影响。图4和图5给出了所选样品的光学显微镜、SEM和TEM下的微观结构。所制备的陶瓷的线性透过率如表3和图6所示。
如预期的那样,随着烧结温度的增加和保温时间的延长,晶粒尺寸增加,如表3和图3a中Yb含量为0和10%的样品的平均晶粒尺寸所示。相反,没有观察到明显的镱含量对晶粒尺寸的影响(图3b)。
典型的微观结构如图4a所示。晶粒尺寸均匀,观察不到第二相。而通过SEM-EDX分析观察得到的Yb掺杂浓度为20 at.%的样品的微观结构却正相反(图4b),出现了肉眼可见的宏观缺陷,析出了富Yb的第二相。在这种情况下,即使将温度提高到使Yb分布更均匀的1750℃也没什么效果。尽管在Yb含量为20at.%样品中观察到最小孔隙率,但是与所有其它组合物相比,透射率显着降低,见表3和图6。 因此,显然问题在于Yb2O3粉末。大多数市售的Yb2O3粉末都没有很高的纯度。我们所选择的粉末(表2)纯度高,具有不规则的形态和比Al2O3和Y2O3大得多的平均晶粒尺寸。Yb在YAG中的不均匀分布的原因最可能是烧结过程中Yb离子在材料内扩散缓慢,当Yb浓度高达20at.%时,就会导致这样的问题。
图5:样品(10%.1735℃times;16h )TEM显微照片 (a)晶界(b)三相点
图4:(a)烧结条件1735℃times;16h的10at.%Yb:YAG微观结构光学图像 (b)烧结条件1735℃times;16h的20at.%Yb:YAG的SEM微观结构图像
对于Yb的浓度,已经尝试了不同条件的烧结。 虽然未掺杂的YAG在1700℃下最好烧结,但随着Yb浓度的升高,需要更高的温度,即1735℃以获得完全烧结的组分。 当温度升高至1750℃时,观察到晶粒生长,但透射率没有进一步增加(见表3)。
Yb掺杂浓度为1at.%和10at.%在1735℃烧结的样品的透射率约为80%(表3),而0和5at.%的样品透光率略低。由于作者尚未知道的原因,与其他样品相比,Yb浓度为5at.%的样品的孔隙率甚高于Yb含量更高的样品,并且由于较高的散射损耗,使其透射率较低(图 6)。 由于存在富Yb相,20at.%的样品的透射率较低(图4b)。
图6:样品(1735℃times;16h)的透射光谱,35 UV/Vis, Perkin Elmer spectrophotometer
通过分析在1735℃下烧结16小时的Yb含量10at.%的样品的TEM(图5)。 与以前的结果[21]不同的是在晶界处没有发现第二相或者三重点。边界清洁,其组成与颗粒中心部分相同。 组合物的均匀性的改善是由于进行了不同的退火周期。退火周期实验通常用掺杂有Yb的YAG陶瓷进行,因为其光学性能受真空烧结期间形成的还原态的氧空位和掺杂离子的影响,并且散射也会产生损耗。通常的解决方法是在烧结后在空气中或者在氧化气氛中对材料进行退火。然而,试验显示硅会在退火时在晶界间析出,退火温度对硅的析出有影响。当退火温度在1300℃或更高时,就会发生析晶,将导致光学性能和激光性能的降低[21]。在本研究是用的退火温度较低(1100℃,没有观察到析晶现象。
3.2. 激光性能
图7给出了在低强度时测量吸收泵浦分数(ABS=Pabs/Pin)的条件下,不同TOC的样品的激光输出功率和吸收泵浦功率间的函数关系。由于缺乏抗反射涂层,当功率Pin经过样品的时候,通过对透过功率PT的测量来对吸收值做菲涅尔反射校正。吸收分数ABS由以下公式计算:,公式中的R是YAG-空气界面的反射率。
表4给出了每个样品的一些参数并且和有市售抗反射涂层的10%Yb:YAG陶瓷比较,这些参数分别是泵浦波长吸收率、最大斜率效率ŋeff和最大输出功率Pmax。
表4:激光测试结果
虽然所有的激光都是在TOC大于20%(见图7a)的情况下产生的,Yb掺杂浓度为1%(图7a)的样品在T=6.8%,Pmax=0.39W的条件下ŋeff可达最大值39.5%。考虑到样品的良好光学性能(见图6透射光谱),较低的ŋeff值归咎于非辐射复合通道导致的量子效率的损失。
Yb掺杂含量为5%和10%的陶瓷(分别见图7b和图7c)的斜率效率值(分别是71.4%和73.2%)可媲美已经报导过的目前工艺水平的陶瓷样品: ŋeff=75.9%,所不同的是,调查的样品没有抗反射涂层。相应地,这些样的品最大输出功率分别为4.07 W和5.60 W。然而,我们必须考虑到TOC最大值的增大对斜率效率N增大的显著影响,因此斜率效率的最大值是在TOC=40%的条件下得到的;相反,由目前工艺水平制备成的陶瓷的最大斜率效率是在较小的TOC值11.5%的条件下得到的。这个表明Yb掺杂浓度为5%和10%的样品的整体内部损失仍略高于参照样本。如图6所示Yb掺杂浓度为20%的样品除了由于透射基线低于70%而导致光学性能差,还在所有的用过的输出耦合器中表现出一种反转行为(见
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[137169],资料为PDF文档或Word文档,PDF文档可免费转换为Word

